Laste ned presentasjonen
Presentasjon lastes. Vennligst vent

1
Styring ved uavhengig etterspørsel
OM 15: Just-In-Time Planning and Control Styring ved uavhengig etterspørsel Kunder Virkelig kundeetterspørsel er uklar Bestilling og produksjon i store partier pga faste ordre-/partikostnader - fører til store sykluslager Alle aktørene må har store sikkerhetslager BUS240 - OM

2
OM 15: Just-In-Time Planning and Control
MRP-styring MRP Kunder Sentralt system bestemmer tidspunkt og mengde som skal produseres i de ulike stasjonene BUS240 - OM

3
Erfaringer med MRP Basert på faste ledetider og uendelig belastning på arbeidsstasjonene Ledetidene settes høyt for å være sikker Stasjoner fortsetter å produsere selv om stasjoner nedstrøms stopper opp eller har kapasitetsproblemer (trykk/push) Erfaring: Varer i arbeid (Work in Process, WIP) går opp etter innføring av MRP Mye lager medfører ekstra arbeid og kostnader
 Erfaring: Varer i arbeid (Work in Process, WIP) går opp etter innføring av MRP. Mye lager medfører ekstra arbeid og kostnader.")
4
Produksjon med MRP – vårt eksempel
Uke Del L 1 2 3 4 5 6 7 8 9 1000 1 30 30 30 1010 1 53 60 60 1020 2 3 3 15 15 15 1012 1 33 60 60 60 1013 2 50 50 50 50 1021 3 7 6 6 10 10 10 1011 1 185 60 260 60 1014 2 75 75 75 75 Totalt 33 128 297 179 194 450 135 90 135 (Røde tall: Produksjon med Ledetid > 1 er fordelt på flere uker)
")
5
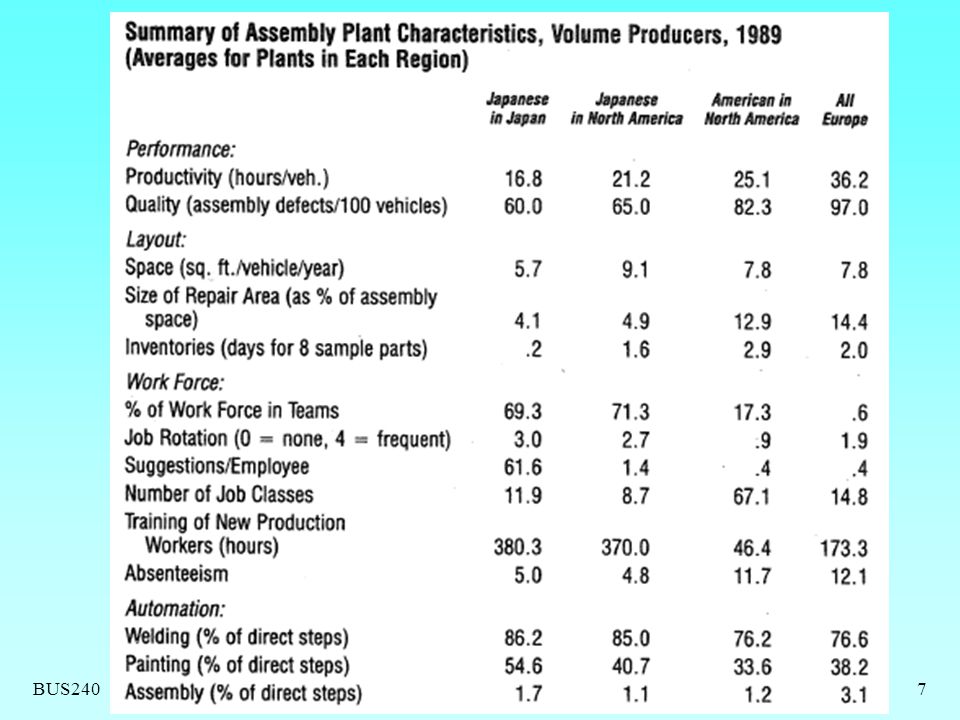
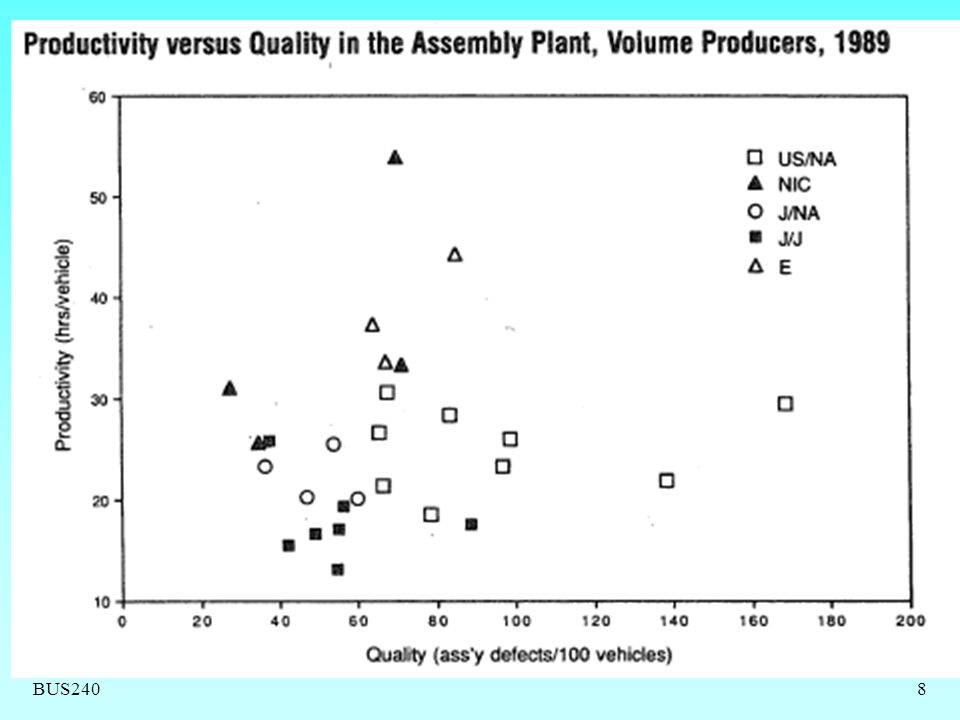
Utvikling av bilproduksjon i Japan
OM 15: Just-In-Time Planning and Control Utvikling av bilproduksjon i Japan 50-tallet: Produserer biler per år, tilsvarende ½ dags produksjon i USA Det er stordriftsfordeler i bilindustrien Hvordan produsere billig i små volumer ? Toyota ledet utviklingen av nye måter å organisere produksjonen på Vestlige eksperter studerte produksjons-metoden og kalte den bl.a. Just-in-Time I dag brukes ofte begrepet Lean Production, Lean Operations eller Lean Synchronization BUS240 - OM

6
Womack, Jones, Roos (1990): The Machine that Changed the World
: The Machine that Changed the World")
9
OM 15: Just-In-Time Planning and Control
Just-In-Time (JIT) JIT er en samling av praktiske metoder for å få en mer effektiv produksjon JIT er også en produksjonsfilosofi Enkel definisjon på JIT: JIT har som mål å møte etterspørselen øyeblikkelig, med perfekt kvalitet og uten sløsing. BUS240 - OM
 JIT er en samling av praktiske metoder for å få en mer effektiv produksjon. JIT er også en produksjonsfilosofi. Enkel definisjon på JIT: JIT har som mål å møte etterspørselen øyeblikkelig, med perfekt kvalitet og uten sløsing. BUS240 - OM.")
10
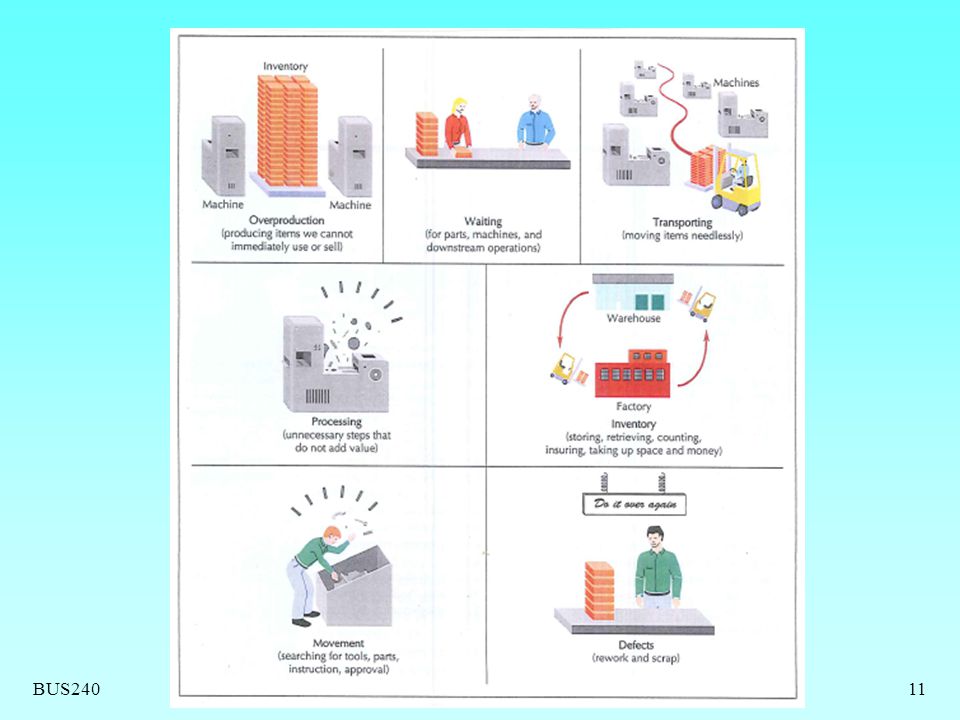
Eliminer sløsing (japansk: muda)
Sløsing (tap) i produksjonen Vente på maskin som bearbeider Vente på deler Telle deler Overproduksjon Transport over lengre distanse Lagring Lete etter verktøy Maskinhavari Bearbeide feilvarer om igjen
 i produksjonen. Vente på maskin som bearbeider. Vente på deler. Telle deler. Overproduksjon. Transport over lengre distanse. Lagring. Lete etter verktøy. Maskinhavari. Bearbeide feilvarer om igjen.")
12
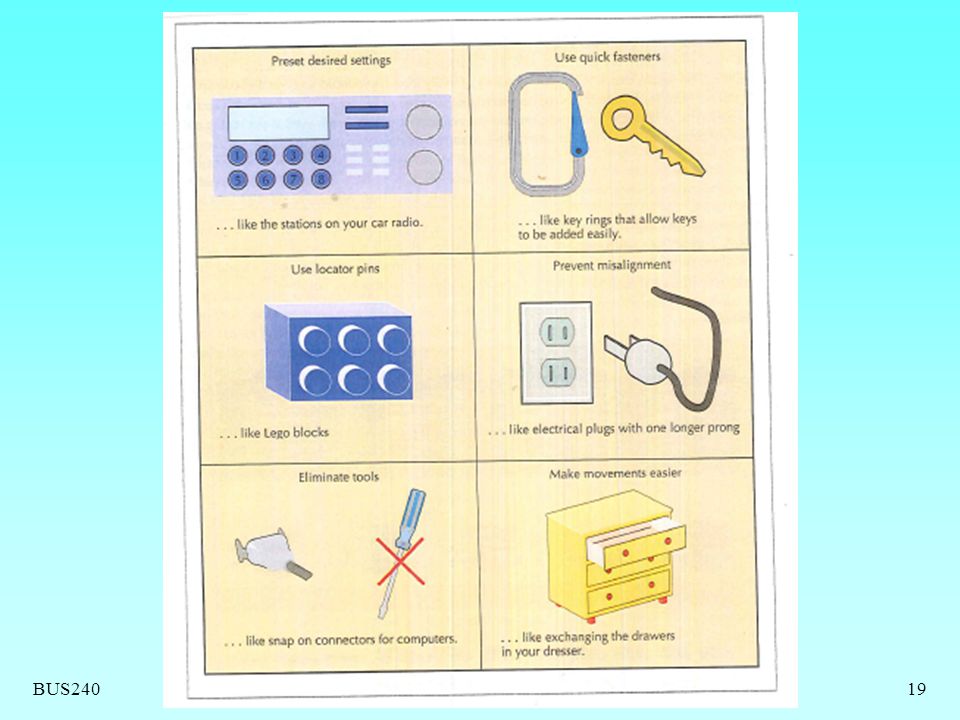
JIT-tiltak: Fleksible ressurser
Arbeidere som kan passe flere typer av maskiner samtidig - jobbutøking Organisere produktbaserte celler i L-form eller U-form Bruk av generelle maskiner Utstyr for rask innspenning av deler og automatisk maskinstopp Eksempel på at én arbeider kan passe opptil 17 maskiner

13
JIT-tiltak: Celle-layout og pull
Celle med produktflyt En arbeider passer flere maskiner Kapasiteten kan endres ved å endre antall arbeidere i cellen - gruppebasert Sug (pull) Push: Komplekse produkter gjør produksjons-koordineringen vanskelig, en bruker derfor store buffer som sikkerhet (eller varer hoper seg opp) Pull: Kunden henter varene, når lageret blir for lite etterfylles produkter (jfr. supermarked)
 Push: Komplekse produkter gjør produksjons-koordineringen vanskelig, en bruker derfor store buffer som sikkerhet (eller varer hoper seg opp) Pull: Kunden henter varene, når lageret blir for lite etterfylles produkter (jfr. supermarked)")
14
Tradisjonell flyt og JIT-flyt
Trykk - MRP A B C Sug - JIT Ordre Ordre A B C Levering Levering

15
JIT-tiltak: Kanban-styring
Standardisert ordre til (intern) leverandør Når en stasjon mottar et kanban-kort blir ordren produsert og kortet festet til varene. Når varene brukes av (den interne) kunden, blir kortet sendt til leverandøren Antall kort bestemmer hvor store lager en har Produksjons-kanban - ordre om igangsetting av produksjon Transport-kanban - ordre om flytting av vareparti til kunde
 leverandør. Når en stasjon mottar et kanban-kort blir ordren produsert og kortet festet til varene. Når varene brukes av (den interne) kunden, blir kortet sendt til leverandøren. Antall kort bestemmer hvor store lager en har. Produksjons-kanban - ordre om igangsetting av produksjon. Transport-kanban - ordre om flytting av vareparti til kunde.")
16
Flyt av kanban-kort Stasjon 1 Stasjon 2 Bruk Flytt Flytt

17
JIT-tiltak: Små partier og lager
Medfører mindre plassbehov, mer komprimert produksjonsanlegg, forenklet transport og redusert kapitalbinding Feil oppdages raskere Arbeidere blir mer ansvarsbevisste Mindre sykluslager gjør prosessene mer avhengige av hverandre - krever bedre kvalitet, større fleksibilitet og kortere ledetider Bufferlager kan skjule årsaker til produksjons-problemer

18
JIT-tiltak: Reduserte omstillingstider
Omstillingstid er en fast partikostnad som vil bestemme optimal partistørrelse Shigeo Shingo - reduserte omstillingstid på karosseriplatepresse fra 6 timer til 3 minutter Skill mellom indre og ytre omstilling Single-Minute Exchange of Dies (SMED) Eksempelet medførte at partistørrelsen kunne reduseres fra 1 mnd behov til 1 dags behov
 Eksempelet medførte at partistørrelsen kunne reduseres fra 1 mnd behov til 1 dags behov.")
20
JIT-tiltak: Jamn og blandet produksjon
Toyota: Produksjonen en gitt måned bestemmes første gang to måneder på forhånd. Revideres deretter 1 måned og 10 dager før produksjonsstart Aktuell produksjon fordeles jamnt på alle dager i måneden Ulike varianter som skal produseres en dag fordeles spredt utover dagen - en blander ulike modelltyper Medfører jamn etterspørsel etter komponenter og jamn belastning på stasjoner/leverandører

21
Ordinær partiproduksjon
Ledig kapasitet 100 A A B B C A C 20 % B 30 % 50 % 1 2 3 4 5 6 7 8 9 10 11 12 Tid (dager)
")
22
Jamn produksjon Ledig kapasitet C B A Tid (dager) 100 1 2 3 4 5 6 7 8
9 10 11 12 Tid (dager)
")
23
Blandet produksjon A-B-A-C-A-B-A-B-A-C Tid (dager) 100 1 2 3 4 5 6 7 8
9 10 11 12 Tid (dager)
")
24
JIT-tiltak: Kvalitet ved kilden
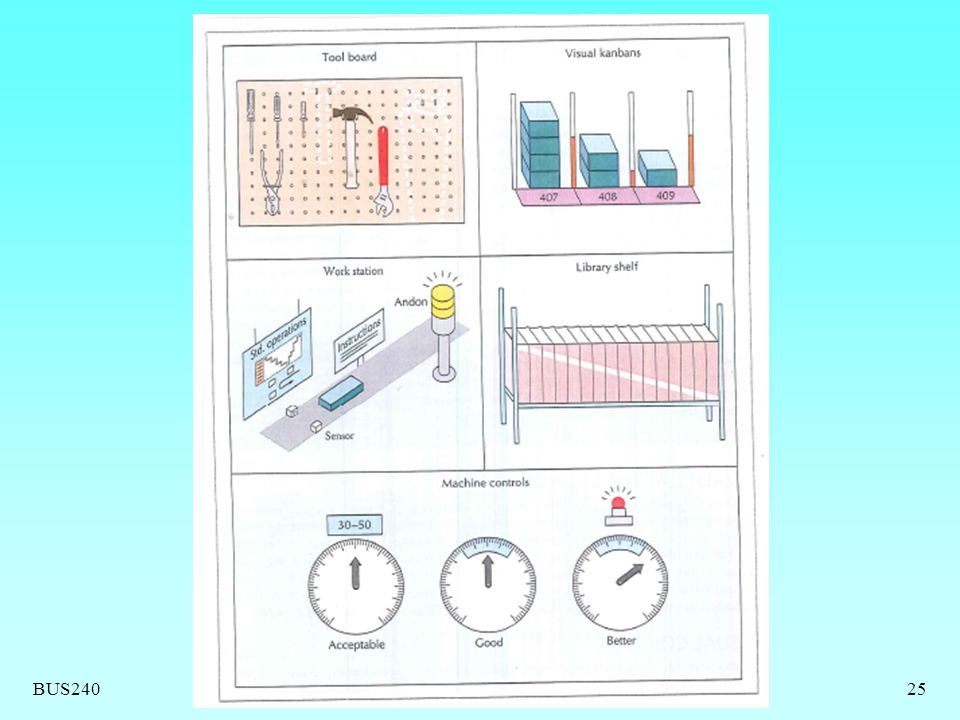
Små bufferlager krever høy kvalitet – ”null feil” Samtidig skaper systemet i seg selv god kvalitet (oppdager feil tidlig) Arbeiderne har ansvaret for kvaliteten - kan stoppe produksjonen (bemyndigelse) Bruk hele mennesket (”hode og kropp”) - jobberiking Visuell kontroll - raske tilbakemeldinger om produksjon og kvalitet Kontinuerlig forbedring - Kaizen
 Arbeiderne har ansvaret for kvaliteten - kan stoppe produksjonen (bemyndigelse) Bruk hele mennesket ( hode og kropp ) - jobberiking. Visuell kontroll - raske tilbakemeldinger om produksjon og kvalitet. Kontinuerlig forbedring - Kaizen.")
26
5 S – tiltak på hver enkelt arbeidsplass
Sortere – fjern unødvendig utstyr Systematisere – plasser utstyret for enkel bruk Skinne – rydd og gjør rent Standardisere – standardiser arbeids-metodene Sikre – gjør dette til en vane

27
JIT-tiltak: Total Productive Maintenance
Forebyggende vedlikehold for å hindre maskinhavari, et havari skjer ofte på ugunstige tidspunkt TPM kombinerer forebyggende vedlikehold med: Involvering av de ansatte operatørene Beslutninger basert på erfaringsdata Null feil Strategisk fokus (design, maskinvalg, osv.)
")
28
JIT-tiltak: Forsyningsnettverk
Nært samarbeid med noen få leverandører Leveranser flere ganger per dag, eventuelt direkte til monteringslinjen Bestilling ved forsynings-kanban Legge opp produksjonsplaner som gjør det enklere for leverandørene Vestlig mistolking av JIT: Kunden fjerner eget lager uten å tenke på leverandørene. Leverandørene må da holde tilsvarende lager selv

29
Value Stream Mapping Se filen ValueStreamMapping.pdf

30
JIT MRP Sug Produksjon i forhold til aktuelt behov Enkelt signalsystem
Desentralisert Rate-basert plan Ressursfleksibilitet Minimerer ledetider Minus: Planlegging Trykk Produksjon i forhold til plan over framtidig behov Sentralisert Krever nøyaktige data Faste ledetider og produksjonsomgivelser Lange oppdateringstider Minus: Styring Pluss: Komplekse planleggingssituasjoner

31
Krav for å innføre JIT Kvalitet Hastighet Leveringspålitelighet
Bedrer gjennomstrømning, intern leveringspålitelighet og reduserer lager Hastighet Etterspørsel må dekkes direkte fra produksjonen Leveringspålitelighet Forutsetning for rask gjennomstrømning Fleksibilitet Medfører mindre partistørrelser, raskere gjennomstrømning og kortere ledetider Konsekvenser: Lavere kostnader

32
Bruk av JIT og MRP Produkt Flyt PERT / CPM MRP JIT / MRP JIT Kompleks
Enkel Enkel Flyt Kompleks

33
Theory of Constraints (TOC)
Basert på boken Målet av E. Goldratt Dataprogram for planleggingen: Optimized Production Technology (OPT) Fokus på flaskehalser i produksjonen Bufferlager før flaskehals Sug før flaskehalsen, trykk etter flaskehalsen Produksjonsparti transportparti Variabel partistørrelse
 Fokus på flaskehalser i produksjonen. Bufferlager før flaskehals. Sug før flaskehalsen, trykk etter flaskehalsen. Produksjonsparti transportparti. Variabel partistørrelse.")
34
Styring med tromme, lager og tau
Lageret (buffer) er plassert før flaskehalsen Trommen (drum) i flaskehalsen setter produksjonstakten 1 1,5 2 1 1 Tauet (rope) kommuniserer og styrer foregående aktiviteter Theory of Constraints (TOC) Optimized Production Technology (OPT)
 er plassert før flaskehalsen. Trommen (drum) i flaskehalsen setter produksjonstakten. 1. 1, Tauet (rope) kommuniserer og styrer foregående aktiviteter. Theory of Constraints (TOC) Optimized Production Technology. (OPT)")
35
Theory of Constraints (TOC) - 1
Balanser flyt, ikke kapasitet Utnyttingsgraden av ikke-flaskehalser avhenger av andre begrensninger Utnyttingsgrad og aktivisering er ikke det samme En time tapt ved en flaskehals er en time tapt for hele systemet En time spart ved en ikke-flaskehals er et luftslott

36
Theory of Constraints (TOC) - 2
Flaskehalser styrer både produksjonshastighet og lager i systemet Transportpartiet trenger ikke og bør kanskje heller ikke være lik prosesspartiet Prosesspartistørrelsen bør være variabel, ikke fast Ledetider er en konsekvens av terminplanen, og kan ikke fastsettes på forhånd Terminplaner bør etableres ved å se på alle begrensninger samtidig

Liknende presentasjoner







 Integrert logistikk>")










>")
