Laste ned presentasjonen
Presentasjon lastes. Vennligst vent

2
تجزیه و تحلیل سیستم های اندازه گیری Measurement Systems Analysis(MSA)
استاد : جناب آقای دکتر حسینی نیا گردآورندگان : زهرا ایزدی فاطمه زارع اردیبهشت 93 دانشگاه آزاد کرج

3
سرفصل های مورد مطالعه مقدمه تعریف اندازه گیری فرایند اندازه گیری
دلایل انجام MSA تفاوت کالیبراسیون و MSA کاربردهای MSA مراحل اجرای MSA مقایسه سیستم اندازه گیری واقعی و ایده آل سیستم اندازه گیری وصفی سیستم اندازه گیری کمی جداول و فرمهای مربوطه

4
مقدمه داده هاي حاصل از اندازه گيري، امروز بيش از هر زمان ديگري مورد کاربرد دارند. براي مثال،تعیین تحت کنترل بودن فرایند تولید،توانایی ماشین و فرایند تولید با استفاده از داده های آماری حاصله از فرایند مشخص می شود. همچنین با استفاده از آمار و ارقامی که از فرایند تولید بدست می آید می توان در مورد کیفیت محصولات اظهارنظرکرد . بنابراین اخذ تصمیم صحیح در این گونه موارد ، به کیفیت اندازه گیری بستگی دارد. مزاياي حاصله از يك چنين روش مبتني بر داده اي ، به طرز گسترده اي به کيفيت داده هاي اندازه گيري بستگي دارد. چنانچه کيفيت داده ها پايين باشد، مزاياي استفاده از چنين روشي نيز پايين خواهدبود. به عكس هرچه کيفيت داده ها بالاتر باشد، مزاياي استفاده از اين روش بالاتر خواهد بود. در سال 1987 جنرال موتورز اولین شرکتی بود که راهنمایی برای این موضوع تهیه کرد . شرکت فورد نیز در1989 راهنمای دیگری برای این موضوع ارائه داد. در آلمان ،گروه “روبرت بوش ”در 1990 راهنمایی تحت عنوان “تعیین توانایی سیستم اندازه گیری تحت شرایط عملیاتی واقعی “منتشرکرد. در1994،مرسدس بنز نیز راهنمای دیگری در این خصوص انتشار داد. در ISO 9000ودر QS 9000برانجام برخی مطالعات به منظور تعیین توانایی سیستم اندازه گیری تاکید شده است.

5
تجزیه و تحلیل سیستم اندازه گیری
فرایند نسبت دادن یک عدد یا حالت به قطعه می باشد که معرف وضعیت یا مقدار یک ویژگی خاص مورد ارزیابی ( بعد ، دما ، سختی ، ...)است . سیستم اندازه گیری عدد قطعه حالت ( OK ,NOK)
است . سیستم. اندازه گیری. عدد. قطعه. حالت ( OK ,NOK)")
6
مشخصه ای از محصول یا فرایند
فرایند اندازه گیری فرایند اندازه گیری ،فرایندتولیدی است که محصول آن ،ارقام است.داشتن چنین دیدگاهی نسبت به فرایند اندازه گیری بسیار مفید است.زیرا با این دیدگاه ،نه فقط ابزار اندازه گیری ،بلکه کلیه پارامترهای تاثیرگذار براین فرایند مانند اپراتورها ،تغییرات محیط و ... نیزجزو عوامل بالقوه خطا محسوب می شوند.شکل زیر این فرایند را با ورودی ها و خروجی هایش نشان می دهد. ابزار شرایط محیطی مشخصه ای از محصول یا فرایند اندازه های حاصله اپراتور روش

7
خطاهای سیستم اندازه گیری
به هنگام اندازه گیری خروجی فرایندها ، همیشه پراکندگی مشاهده می شود . این پراکندگی ناشی از دو منبع زیر است : 1- فرایند تولید :به خاطر وجود تغییرات فرایند تولید ،اندازه های قطعات تولید شده با هم متفاوت است. 2- سیستم اندازه گیری : روش های مختلف اندازه گیری و نقص هایی که در سیستم های اندازه گیری وجود دارد باعث می شود در اندازه گیری های مکرر یک قطعه ، نتایج یکسانی بدست نیاید. بطورکلی رابطه بین این پراکندگی ها به صورت زیر قابل بیان است : پراکندگی ناشی ازسیستم اندازه گیری + پراکندگی ناشی ازفرایند تولید = کل پراکندگی مشاهده شده

8
خطاهای سیستم اندازه گیری
از آنجا که اندازه گیری های انجام شده ،ملاک رد یا قبول محصول خروجی است ، هرقدر پراکندگی ناشی از سیستم اندازه گیری کمتر باشد ، پراکندگی مشاهده شده به پراکندگی واقعی فرایند تولید نزدیک تر است و با اطمینان بیشتری می توان در مورد محصول مورد نظر تصمیم گیری کرد . بنابراین باید توجه داشت قبل از اقدام به هر کاری که در آن از نتایج اندازه گیری ها استفاده می شود- مثلا بازرسی DOE, SPC,-ابتدا باید مطمئن شد قسمت اعظم پراکندگی مشاهده شده ، ناشی از سیستم اندازه گیری نیست . سیستم اندازه گیری نیز مانند سایر فرایندهای تولیدی ، دارای توزیع احتمال است و می توان پارامترهای میانگین و پراکندگی آن را تعیین کرد. خطاهای سیستم اندازه گیری ناشی از تغییر در میانگین و پراکندگی توزیع احتمال است . بنابراین خطاها را می توان به دو دسته تقسیم کرد : صحت ( خطاهای مربوط به میانگین ) و دقت ( خطاهای مربوط به پراکندگی )
 و دقت ( خطاهای مربوط به پراکندگی )")
9
خطاهای سیستم اندازه گیری
صحت (Accuracy) تفاوت بین میانگین اندازه های حاصل از اندازه گیری و اندازه واقعی قطعه را نشان می دهد.هرچه این تفاوت کمتر باشد ،سیستم اندازه گیری صحت مناسب تری خواهد داشت. صحت یک سیستم اندازه گیری معمولا با شاخص تمایل سنجیده می شود. دقت (Precision) - نشان دهنده میزان پراکندگی است که در اندازه گیری های مکرر یک قطعه بدست می آید، هرچه این پراکندگی کمتر باشددقت سیستم اندازه گیری بیشتر است. دقت سیستم اندازه گیری را با دو شاخص تکرارپذیری و تکثیرپذیری می سنجیم . دارای صحت و دقت فاقد صحت و دقت دارای صحت ولی فاقد دقت فاقد صحت ولی دارای دقت
 تفاوت بین میانگین اندازه های حاصل از اندازه گیری و اندازه واقعی قطعه را نشان می دهد.هرچه این تفاوت کمتر باشد ،سیستم اندازه گیری صحت مناسب تری خواهد داشت. صحت یک سیستم اندازه گیری معمولا با شاخص تمایل سنجیده می شود. دقت (Precision) - نشان دهنده میزان پراکندگی است که در اندازه گیری های مکرر یک قطعه بدست می آید، هرچه این پراکندگی کمتر باشددقت سیستم اندازه گیری بیشتر است. دقت سیستم اندازه گیری را با دو شاخص تکرارپذیری و تکثیرپذیری می سنجیم . دارای صحت و دقت. فاقد صحت و دقت. دارای صحت ولی فاقد دقت. فاقد صحت ولی دارای دقت.")
10
چرا MSA انجام می دهیم ؟ تصمیم در مورد تنظیمات و ورودی های فرایند تصمیم در مورد رد یا قبول قطعه همانطور كه درشكل فوق مشخص است، تحليل نتايج اندازه گيري منجر به اتخاذتصميم در مورد رديا قبول قطعات (بازرسي قطعه) ويا تنظيم فرآيند (كنترل فرآيند) مي شود. بنابراين كيفيت سيستم اندازه گيري تأثير مستقيم بركيفيت تصميم گيري ما دارد. سیستم تولید سیستم اندازه گیری عدد حالت تجزیه و تحلیل قطعه
 ويا تنظيم فرآيند (كنترل فرآيند) مي شود. بنابراين كيفيت سيستم. اندازه گيري تأثير مستقيم بركيفيت تصميم گيري ما دارد. سیستم تولید. سیستم اندازه گیری. عدد. حالت. تجزیه و تحلیل. قطعه.")
11
تفاوت کالیبراسیون و MSA
وقتی که ابزار اندازه گیری در محل واقعی استفاده می شود. وقتی که ابزار اندازه گیری توسط چندین اپراتوراستفاده میگردد. هنگامی که ابزار اندازه گیری قطعات تولیدی را اندازه میگیرد. وقتی که ابزار اندازه گیری در شرایط محیطی متغییر استفاده میشود. وقتی از ابزار به صورت متوالی و مداوم استفاده می شود. اجرای MSA مشخص می کند که آیا نتایج بدست آمده ازیک سیستم اندازه گیری قابل قبول ، حاشیه ای ، غیرقابل قبول است.

12
کاربردهای MSA ارزیابی وسایل یاروشهای اندازه گیری موجود
مقایسه ابزار اندازه گیری درحالتهای قبل وبعدازتعمیر یا تنظیم مقایسه روشهای اندازه گیری بازرسی نهایی پیمانکاران فرعی باروش اندازه گیری وبازرسی موادورودی ایجاد مبنایی برای مقایسه یک ابزار اندازه گیری جهت اطمینان ازکارایی آنها برقراری روشی مناسب برای اطمینان ازصحت مقادیرقابلیت وتوانایی فرایندهای تولید تعیین توانایی سیستم اندازه گیری ایجاد مبنایی برای تعیین زمانهای کالیبراسیون ابزار اندازه گیری

13
مراحل اجرای MSA 1-انتخاب پارامترهای لازم جهت مطالعه 2-بررسی اولیه سیستم اندازه گیری و رفع مشکلات مشهود 3-شناخت دقیق وضعیت سیستم 4-انجام اقدام اصلاحی/ بهبود در صورت لزوم 5-حفظ وضعیت مناسب سیستم اندازه گیری

14
1-انتخاب پارامترهای مهم جهت مطالعه
درحالت ایده آل لازم است سیستم اندازه گیری مرتبط با تمام پارامترهای کنترلی بررسی شده و تحت کنترل قرار گیرد . اما با توجه به حجم بالای کار در این شرایط می توان پارامترهای کنترلی را اولویت بندی وگروه بندی نمود. اولویت بندی پارامترها: درجه اهمیت پارامتر(مثلا“ نمره RPNدر(FMEA وجود اختلاف نظر بین افراد مختلف بالا بودن درصد ضایعات درمورد این پارامتر ...

15
گروه بندی پارامترها : پارامترهایی که سیستم اندازه گیری مشابهی دارند (نوع ابزار، افراد،شکل پارامتر،حدود اندازه، نحوه قرارگیری جسم در حین اندازه گیری،تلرانس و...)پس از بررسی کامل واطمینان ازتشابه سیستم اندازه گیری ، می توانند به عنوان یک گروه در نظر گرفته شده و در هر مرتبه تکرار MSA تعداد محدودی از پارامترهای گروه بررسی گردد.
پس از بررسی کامل واطمینان ازتشابه سیستم اندازه گیری ، می توانند به عنوان یک گروه در نظر گرفته شده و در هر مرتبه تکرار MSA تعداد محدودی از پارامترهای گروه بررسی گردد.")
16
2-بررسی اولیه سیستم اندازه گیری ورفع مشکلات مشهود
درتحلیل سیستم اندازه گیری لازم است ابتدا وضعیت سیستم بررسی شده ، عوامل موثر برخطای سیستم شناسایی شده در صورت وجود عامل مهمی (مثلا لق بودن فیکسچراندازه گیری) قبل ازشروع هراقدامی ، چنین مواردی رفع گردند. نوسان درون قطعه ای جزء مواردمهمی است که باید درسیستم اندازه گیری مد نظر قرار گیرد.
 قبل ازشروع هراقدامی ، چنین مواردی رفع گردند. نوسان درون قطعه ای جزء مواردمهمی است که باید درسیستم اندازه گیری مد نظر قرار گیرد.")
17
پیش نیازهای تحلیل سیستم اندازه گیری
بررسی شود که آیا روش اندازه گیری درست است ودقیقا همان پارامتر مورد نظر ما اندازه گیری می شودیا خیر . تمام افراد باید بایک روش مشترک اندازه گیری کنند. کالیبره بودن ابزار اندازه گیری آموزش اپراتور ریزنگار ابزارهای اندازه گیری کمی باید حداقل یک دهم تلرانس باشد.

18
محصول یامشخصه ای ازفرآیند
2-بررسی اولیه سیستم اندازه گیری ورفع مشکلات مشهود (منشا و علل خطاهای اندازه گیری ) ارزیاب -عدم آموزش -خطای دید -اشتباه قراردادن قطعه درفیکسچرو.. روش اندازه گیری -استاندارد مبنا نادرست -دستورالعمل نامناسب و... قطعه -دفرمه شدن -پلیسه داشتن -تغییرات درون قطعه ای -صافی سطح و... محصول یامشخصه ای ازفرآیند اندازه های حاصله فرایند اندازه گیری عوامل محیطی -تغییرات دما -تغییرات رطوبت وفشار -گردوغبار -میدان های مغناطیسی و.. ابزار اندازه گیری -لقی اجزاء -فرسودگی -عدم خطی بودن -خطای صفر ابزار و..
 ارزیاب. -عدم آموزش. -خطای دید. -اشتباه قراردادن قطعه درفیکسچرو.. روش اندازه گیری. -استاندارد مبنا نادرست. -دستورالعمل نامناسب. و... قطعه. -دفرمه شدن. -پلیسه داشتن. -تغییرات درون قطعه ای. -صافی سطح و... محصول یامشخصه ای ازفرآیند. اندازه های حاصله. فرایند اندازه گیری. عوامل محیطی. -تغییرات دما. -تغییرات رطوبت وفشار. -گردوغبار. -میدان های مغناطیسی و.. ابزار اندازه گیری. -لقی اجزاء. -فرسودگی. -عدم خطی بودن. -خطای صفر ابزار و..")
19
3-شناخت دقیق وضعیت سیستم
برا ی این منظوردرمورد سیستمهای اندازه گیری کمی شاخصهای دقت و صحت و در مورد سیستمهای وصفی شاخصهای کارایی ، احتمال رد قطعه سالم و احتمال پذیرش قطعه نامنطبق محاسبه می گردد. سیستم اندازه گیری کمی Cg Cgk شاخصی است که دقت وصحت را دقت R & R همزمان مورد بررسی قرار میدهد. قدرت تفکیک بایاس صحت خطی

20
4-انجام اقدام اصلاحی/بهبود درصورت لزوم
شاخصهای ذکر شده درقدم قبلی باحدود پذیرش مربوطه مقایسه شده و درصورت نامناسب بودن وضعیت سیستم بایستی علت بروز امر بطور کامل بررسی گردد. پس ازشناخت مشکلات احتمالی موجود، تیم بسته به تشخیص فنی خود، اقدام اصلاحی مناسب را تعریف و اجرا می نماید. هدف تحلیل سیستم اندازه گیری این است که شما به قدری ازمشکل سیستم ودلیل بوجود آمدن آن شناخت داشته باشید که بتوانید بهترین اقدام اصلاحی را پیشنهاد دهید.

21
5- حفظ وضعیت مناسب سیستم اندازه گیری
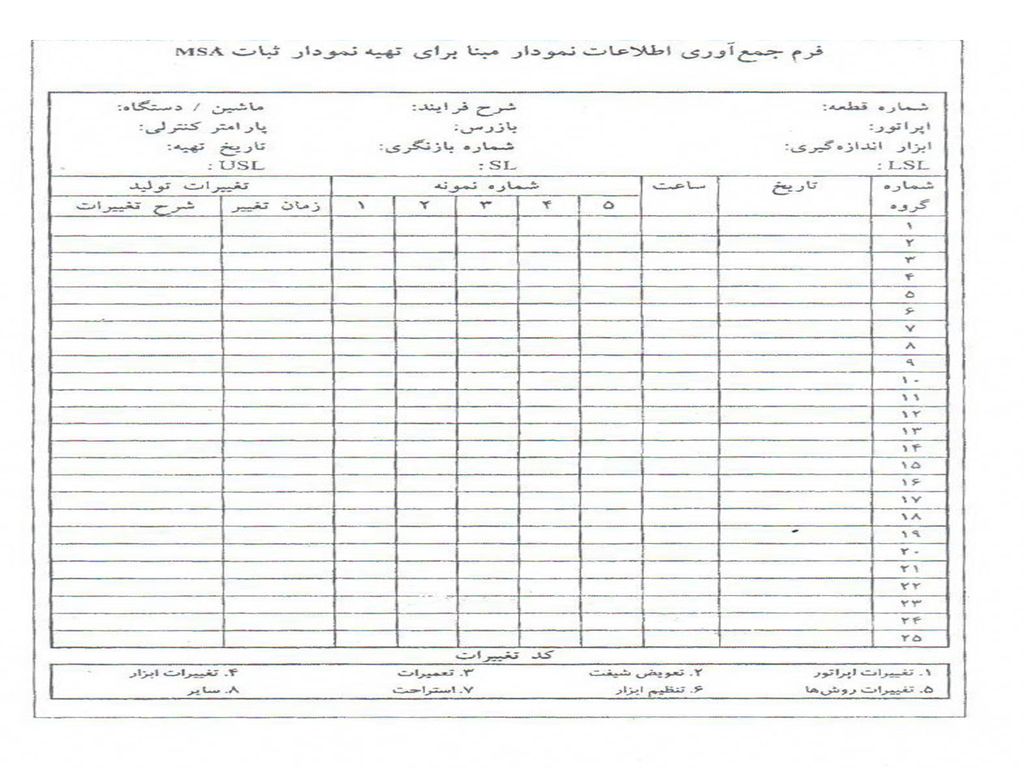
این امر در مورد سیستمهای وصفی از طریق تکراردوره ای محاسبه شاخصها و درسیستمهای اندازه گیری کمی ازطریق مطالعه ثبات وهمچنین تکرار محاسبه شاخصها درصورت بهم خوردن ثبات سیستم انجام می شود. نکته: برای تکرار دوره ای محاسبه شاخصها لازم است حتما برنامه زمانبندی تهیه گردد. بین نمودار ثبات ونتایج کالیبراسیون بایستی همخوانی وجودداشته باشدودر صورت لزوم دوره کالیبراسیون اصلاح گردد.

22
مقایسه سیستم اندازه گیری واقعی و ایده آل
ناحيه C: تشخيص صحيح-قطعات معيوب رد مي شوند. ممكن است قطعات نامنطبق تاييد شوند. ناحيه B: تشخيص اشتباه ممكن است قطعات سالم رد شوند. ناحيه A : تشخيص صحيح - قطعات سالم تاييد مي گردند.

23
سیستم اندازه گیری وصفی تفاوتهای سیستم اندازه گیری وصفی وکمی : 1-خروجی یک حالت است ونه عدد 2-ممکن است ازابزار اندازه گیری استفاده نشود. OK سیستم اندازه گیری قطعه NOK

24
مطالعه سیستم اندازه گیری داده های وصفی
مطالعه سیستم اندازه گیری داده های وصفی چگونگی جمع آوری نمونه های وصفی : جمع آوری و انتخاب نمونه ها برای بررسی سیستم اندازه گیری داده وصفی کاملا با انتخاب داده های کمی متفاوت است .نمونه ها نباید تصادفی انتخاب شوند بلکه باید آگاهانه توسط مهندس فرایند و یا فردی که بیشترین شناخت را نسبت به مشخصه های کیفی محصول دارد ، انتخاب شود. بهمین منظور نمونه ها باید با روشهای دقیق (ترجیحا با تجهیزات آزمایشگاهی )تحت عنوان قطعات منطبق و نامنطبق دسته بندی شوند. حداقل تعداد نمونه های و تعداد تکرار با توجه به تعداد بازرسین موجود در سیستم اندازه گیری مطابق جدول زیر انتخاب می شود : تعداد بازرسین حداقل اندازه نمونه حداقل تکرار 1 24 5 2 18 4 3یا بیشتر 12 3
تحت عنوان قطعات منطبق و نامنطبق دسته بندی شوند. حداقل تعداد نمونه های و تعداد تکرار با توجه به تعداد بازرسین موجود در سیستم اندازه گیری مطابق جدول زیر انتخاب می شود : تعداد بازرسین. حداقل اندازه نمونه. حداقل تکرار یا بیشتر")
25
شاخص های سیستم اندازه گیری وصفی
کارایی (Efficiency ) =تعداد دفعاتی که وضعیت قطعه به درستی تشخیص داده شده است کل فرصتهای شناسایی احتمال پذیرش قطعه نامنطبق(P(miss))= تعداد دفعاتی که قطعه نامنطبق تائید شده است فرصتهای شناسایی قطعه نامنطبق احتمال رد قطعه سالم(P(FA))= تعداد دفعاتی که قطعه سالم مردود شده است فرصتهای شناسایی قطعه سالم B =1 هیچ تمایلی وجود نوارد B>1تمایل به ردکردن قطعات وجود دارد B<1تمایل به پذیرش قطعات وجود دارد (تمایل)
 =تعداد دفعاتی که وضعیت قطعه به درستی تشخیص داده شده است کل فرصتهای شناسایی احتمال پذیرش قطعه نامنطبق(P(miss))= تعداد دفعاتی که قطعه نامنطبق تائید شده است فرصتهای شناسایی قطعه نامنطبق احتمال رد قطعه سالم(P(FA))= تعداد دفعاتی که قطعه سالم مردود شده است فرصتهای شناسایی قطعه سالم B =1 هیچ تمایلی وجود نوارد. B>1تمایل به ردکردن قطعات وجود دارد. B<1تمایل به پذیرش قطعات وجود دارد. (تمایل)")
26
روش مطالعه سیستم وصفی 1- سیستم اندازه گیری را بدرستی تعریف می کنیم. 2- مطابق جدول بالا براساس نفرات دخیل ،تعداد قطعات و دفعات تکرار را مشخص می کنیم . 3- قطعات را به گونه ای انتخاب می کنیم که تقریبا نصف قطعات سالم و نصف دیگر نامنطبق باشند ضمنا حدود 1/3قطعات حاشیه ای باشند (1/6 حاشیه ای نامنطبق و1/6 حاشیه ای سالم ). 4- با توجه به تعداد تکرارها قطعات را بطور تصادفی به هر فرد می دهیم تا اعلام نظر کند و این کار را به تعداد دفعات تکرار،تکرار می کنیم .
. 4- با توجه به تعداد تکرارها قطعات را بطور تصادفی به هر فرد می دهیم تا اعلام نظر کند و این کار را به تعداد دفعات تکرار،تکرار می کنیم .")
27
بررسی نتایج مطالعه سیستم اندازه گیری وصفی
پارامتر توضیح قابل قبول حاشیه ای غیرقابل قبول E کارایی 0.9 یا بیشتر کمتراز 0.8 P(Fa) ریسک تولیدکننده 0.05 یا کمتر بیشتر از 0.1 P(Miss) ریسک مصرف کننده 0.02 یا کمتر بیشتر از 0.05 Biass بایاس یا بیشتر از 1.5 یا کمتر از 0.5
 ریسک تولیدکننده یا کمتر بیشتر از 0.1. P(Miss) ریسک مصرف کننده یا کمتر بیشتر از Biass. بایاس یا بیشتر از 1.5 یا کمتر از 0.5.")
28
بررسی نتایج مطالعه سیستم اندازه گیری وصفی
جدول موارد خاص محاسبه تمایل تصمیم گیری Biass P(Miss) P(Fa) تمایل به پذیرش قطعات –فقط براساس P(Miss) قضاوت شود صفر بیشتراز صفر تمایل به رد قطعات – فقط براساسP(Fa) قضاوت شود. بدون مقدار قابل قبول – مانند B=1 حالت است زیرا P(Fa) = P(Miss) است
 P(Fa) تمایل به پذیرش قطعات –فقط براساس P(Miss) قضاوت شود. صفر. بیشتراز صفر. تمایل به رد قطعات – فقط براساسP(Fa) قضاوت شود. بدون مقدار. قابل قبول – مانند B=1 حالت است زیرا P(Fa) = P(Miss) است.")
29
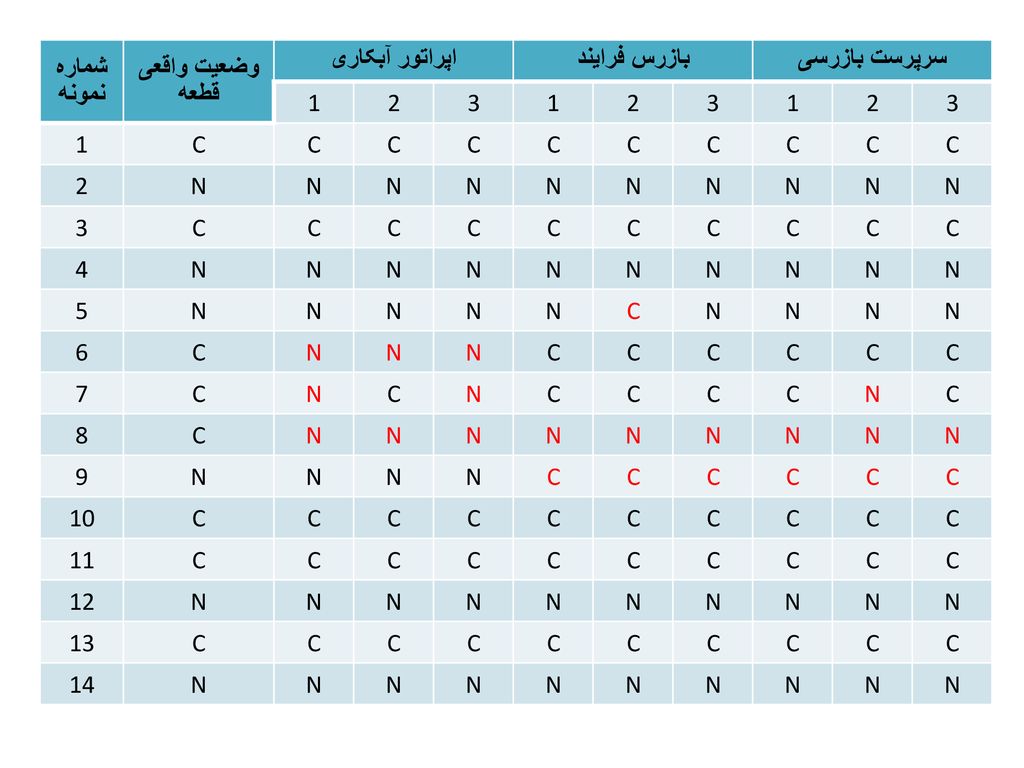
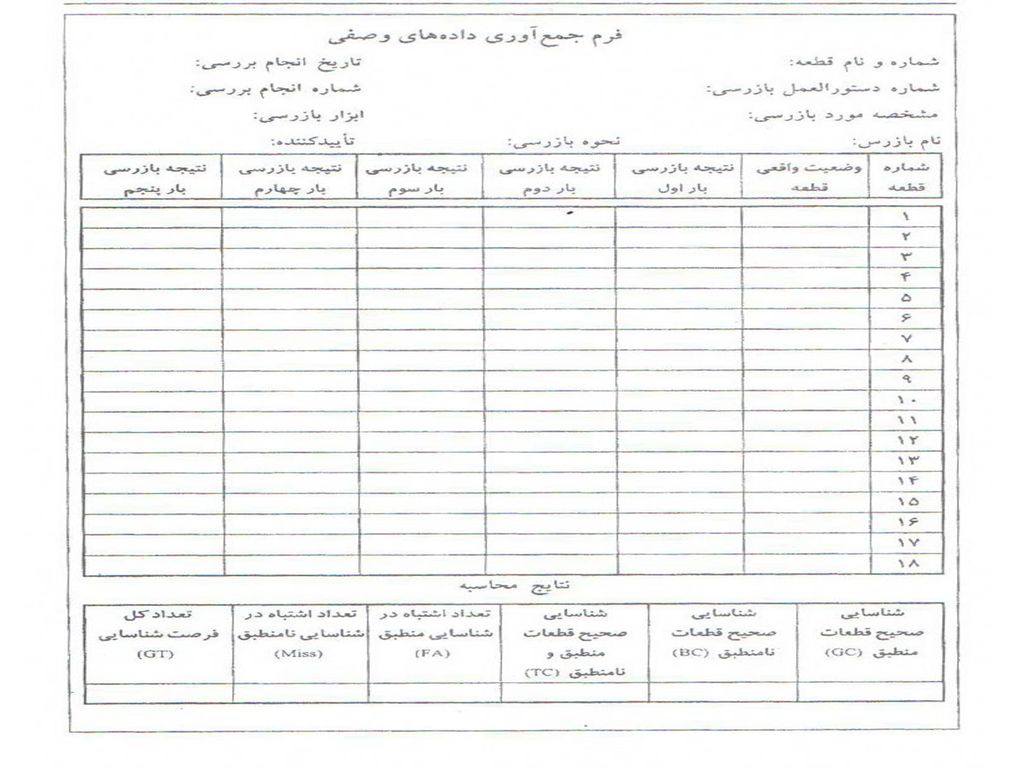
مثال برای MSA وصفی دریک فرایند تولیدی ،قطعات یک چاپگر آبکاری،آبکاری می شوند.لکه ها و رسوبات روی قطعه بعد از آبکاری با بازرسی چشمی شناسایی می شود .در قسمتهای مختلف این فرایند ،سه نفرمسئول بازرسی این مشخصه هستند که عبارتند از :اپراتور آبکاری ،بازرس و سرپرست قسمت بازرسی.ابتدا 17 قطعه انتخاب شده و پس از بررسی قطعات توسط مهندس کیفیت ،مهندس تولید و سرپرست بازرسی از بین آنها 14 قطعه برای انجام بررسی برگزیده می شود.(8قطعه منطبق و 6 قطعه نامنطبق )هر قطعه سه بار توسط هر اپراتور تحت بازرسی قرار می گیرد. داده های بدست آمده در جدول نشان داده شده اند. در این جدول از حرف C به معنای “سالم “و از حرف N به معنای “ناسالم “ استفاده شده است .
هر قطعه سه بار توسط هر اپراتور تحت بازرسی قرار می گیرد. داده های بدست آمده در جدول نشان داده شده اند. در این جدول از حرف C به معنای سالم و از حرف N به معنای ناسالم استفاده شده است .")
30
سرپرست بازرسی بازرس فرایند اپراتور آبکاری وضعیت واقعی قطعه شماره نمونه 3 2 1 C N 4 5 6 7 8 9 10 11 12 13 14
31
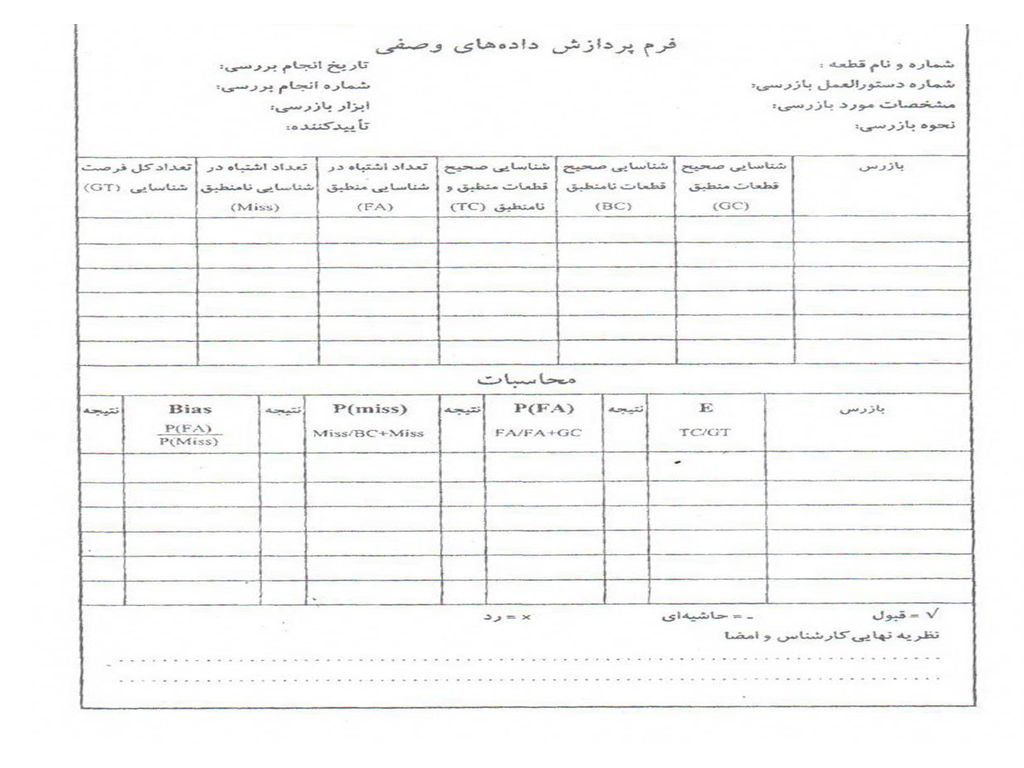
P(miss)=(miss/BC+miss) Bias =(p(FA)/P(miss))
فرم پردازش داده های وصفی شماره و نام قطعه : ST تاریخ انجام بررسی : شماره دستورالعمل بازرسی : INS شماره انجام بررسی : مشخصات مورد بازرسی :بررسی ظاهری عدم وجود لک ابزار بازرسی : چشمی نحوه بازرسی : چشمی تائید کننده : مدیرکنترل کیفیت √ = قبول = حاشیه ای * = رد نظریه نهایی کارشناس : سیستم مورد نظر قابل قبول نیست .اقدامات اصلاحی به این شرح لازم است : آموزش افراد و قراردادن قطعه شاهد برای جلوگیری از اشتباه بازرس شناسایی صحیح قطعات منطبق (GC) شناسایی صحیح قطعات نامنطبق (BC) شناسایی صحیح قطعات منطبق و نامنطبق (TC) تعداد اشتباه در شناسایی منطبق (FA) تعداد اشتباه در شناسایی نا منطبق (miss) تعداد کل فرصت شناسایی (GT) اپراتور آبکاری 19 18 37 5 42 بازرس فرایند 24 14 38 4 سرپرست بازرسی 23 15 1 3 محاسبات بازرس E=(TC/GT) نتیجه P(FA)= (FA/FA+GC) P(miss)=(miss/BC+miss) Bias =(p(FA)/P(miss)) اپراتور آبکاری 37/42=0.88 _ 5/24=0.21 * 0/18=0 √ - بازرس فرایند 38/42=0.9 0/24=0 4/18=0.22 سرپرست بازرسی 1/24=0.04 3/18=0.17 0.04/0.17=0.24
 شناسایی صحیح قطعات نامنطبق (BC) شناسایی صحیح قطعات منطبق و نامنطبق (TC) تعداد اشتباه در شناسایی منطبق (FA) تعداد اشتباه در شناسایی نا منطبق (miss) تعداد کل فرصت شناسایی (GT) اپراتور آبکاری بازرس فرایند سرپرست بازرسی محاسبات. بازرس. E=(TC/GT) نتیجه. P(FA)= (FA/FA+GC) P(miss)=(miss/BC+miss) Bias =(p(FA)/P(miss)) اپراتور آبکاری. 37/42=0.88. _. 5/24=0.21. * 0/18=0. √ - بازرس فرایند. 38/42=0.9. 0/24=0. 4/18=0.22. سرپرست بازرسی. 1/24= /18= /0.17=0.24.")
32
چگونه قطعه شاهد را انتخاب کنیم ؟
توصیه می شود همواره قطعاتی که P(miss) و P(FA) زیاد دارند مجددا بررسی شوند تا از صحت وضعیت آنها اطمینان حاصل شود . در صورت حصول اطمینان ، این قطعات بهترین گزینه برای استفاده به عنوان نمونه های شاهد در خط تولید هستند.
 و P(FA) زیاد دارند مجددا بررسی شوند تا از صحت وضعیت آنها اطمینان حاصل شود . در صورت حصول اطمینان ، این قطعات بهترین گزینه برای استفاده به عنوان نمونه های شاهد در خط تولید هستند.")
33
نکته1 : چنانچه در يك فرايند توليد ايستگاهي وجود داشته باشد كه در آن لازم باشد چندين مشخصه وصفي همزمان مورد بررسي قرار گيرند قطعاتي را انتخاب مي كنيم كه هر يك از جهاتي سالم و از جهاتي معيوب باشد .(استفاده از MSAچند مشخصه ای) نكته2: در بررسي قطعات لازم است از تمام جهات بررسي شده و در مورد هريك به تنهايي نظر داده شود ( بجاي اينكه كلا گفته شود كه قطعه سالم است يا معيوب)
 نكته2: در بررسي قطعات لازم است از تمام جهات بررسي شده و در مورد هريك به تنهايي نظر داده شود ( بجاي اينكه كلا گفته شود كه قطعه سالم است يا معيوب)")
34
مراحل اجرای MSA برای پارامترهای وصفی
آموزش و توجیه افراد تیم بررسی کالیبراسیون ابزار انتخاب قطعات مورد استفاده انجام مطالعه انجام محاسبات و تجزیه و تحلیل نتایج بهبود سیستم اندازه گیری آموزش افراد استفاده از قطعه شاهد تعمیر گیج بررسی قطعات مورد استفاده خیر آیا نتیجه قابل قبول است ؟ بله ارزیابی دوره ای

35
سیستم اندازه گیری کمی تعاریف روشهای اجرا و محاسبات

36
تعاریف مقدار مرجع ریزنگری Resolution)) :
مقدار پذیرفته شده برای یک ویژگی. نیاز به تعریف علمی دارد. ریزنگری Resolution)) : کوچكترين واحد قابل خواندن، ريزنگري اندازه گيري يا حد مقياس دستگاه نام دارد.
) : کوچكترين واحد قابل خواندن، ريزنگري اندازه گيري يا حد مقياس دستگاه نام دارد.")
37
روشهای اجراء و محاسبات بایاس توانایی سیستم اندازه گیری خطی پذیری
توانایی سیستم اندازه گیری خطی پذیری Gage R&R تکرار پذیری تکثیرپذیری قدرت تفکیک ثبات مثالهای کاربردی برای درک بیشتر

38
تمایل (Bias) تمایل (Bias) :
تفاوت بین میانگین مقادیر اندازه گیری شده و مقدار مرجع مولفه خطای سیستماتیک سیستم اندازه گیری

39
بایاس = مقدار مرجع – مقدار خوانده شده
روش محاسبه بایاس مقدار مرجع یک قطعه از محدوده تولید انتخاب کرده و بوسیله یک ابزار دقیق تر (با دقت 10 برابر بیشتر از وسیله معمول اندازه گیری )آن را اندازه گیری می کنیم . مقدار خوانده شده قطعه را با شرایط معمولی 10بار اندازه گیری نموده و میانگین نتایج را محاسبه می کنیم. بایاس = مقدار مرجع – مقدار خوانده شده علت وجود بایاس را بررسی و اقدام اصلاحی لازم را تعریف می کنیم.
آن را اندازه گیری می کنیم . مقدار خوانده شده. قطعه را با شرایط معمولی 10بار اندازه گیری نموده و میانگین نتایج را محاسبه می کنیم. بایاس = مقدار مرجع – مقدار خوانده شده. علت وجود بایاس را بررسی و اقدام اصلاحی لازم را تعریف می کنیم.")
40
مثال : محاسبه بایاس 0.8=Xm 0.05- = 0.8 -0.75 =بایاس
فرض کنید اندازه یک قطعه مبنا 0.8 میلیمتر است .با این فرض که با استفاده از وسیله اندازه گیری ، قطعه مورد نظر 10 بار اندازه گیری شده و نتایج زیر بدست آمده است (اندازه ها بر حسب میلیمتر است ) 0.8=Xm 0.05- = =بایاس 10 9 8 7 6 5 4 3 2 1 0.70 0.75 0.8 0.65
 0.8=Xm = =بایاس")
41
نكته: مقدار مشخصي براي حد پذيرش باياس در مراجع رسمي تعريف نشده است اما يك شاخص سرانگشتي مناسب براي باياس مقدار ريزنگار ابزار اندازه گيري مي باشد. لازم است دليل وجود باياس بيش از يك ريزنگار ابزار اندازه گيري بطور كامل بررسي و درصورت امكان رفع گردد در غير اينصورت بايستي حتما مقدار خطا بر روي ابزار – مانندبرچسب كاليبراسيون – مشخص شود.

42
شاخص توانایی سیستم اندازه گیری
یک مطالعه سریع وآسان جهت تشخیص اولیه حدودی از پراکندگی ناشی از ابزاراندازه گیری است و با شاخصهای Cgو Cgkمحاسبه می شود.بامحاسبه این شاخصها می توان تغییرات ذاتی هروسیله اندازه گیری رابررسی کرد. نکته: اگر R & R %سیستمی محاسبه شده ومناسب باشد معمولا Cg آن نیز مناسب است ولی ازمناسب بودن Cg نمی توان به مناسب بودنR %R &اطمینان حاصل نمود.

43
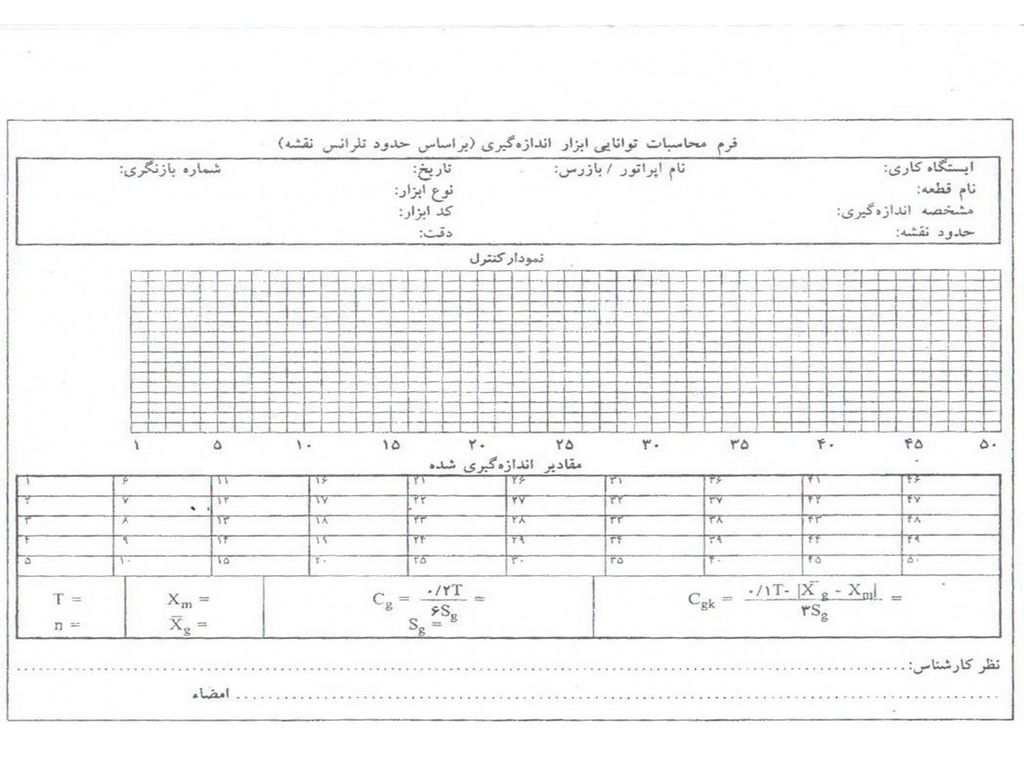
روش محاسبه شاخص توانایی سیستم اندازه گیری
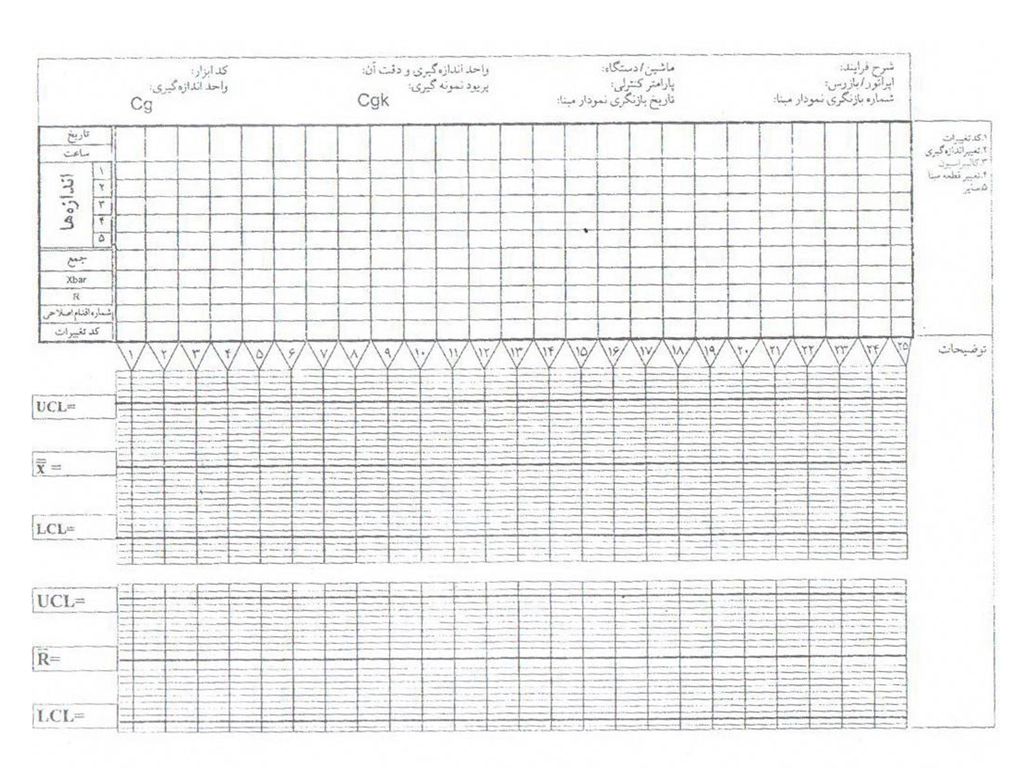
1-قطعه مرجعی که اندازه ای برابربا عدداسمی نقشه پارامتر مورد بررسی دارد انتخاب می شود.اندازه این قطعه مرجع نباید در طی ارزیابی تغییر کند. 2-این قطعه 50بار(ویادرمواردخاص حداقل25 بار) توسط ابزار مورد نظراندازه گیری می شود. 3-نتایج در فرم محاسبات توانایی ابزاراندازه گیری ثبت شده و سپس نمودار روند برای تایید تصادفی بودن مشاهدات رسم میشود. 4-مقادیر (میانگین اندازه ها) و Sg (انحراف استاندارد اندازه ها) محاسبه می شود. 5-مقدار که درواقع نشان دهنده تمایل ابزار اندازه گیری است محاسبه می شود.
 توسط ابزار مورد نظراندازه گیری می شود. 3-نتایج در فرم محاسبات توانایی ابزاراندازه گیری ثبت شده و سپس نمودار روند برای تایید تصادفی بودن مشاهدات رسم میشود. 4-مقادیر (میانگین اندازه ها) و Sg (انحراف استاندارد اندازه ها) محاسبه می شود. 5-مقدار که درواقع نشان دهنده تمایل ابزار اندازه گیری است محاسبه می شود.")
44
روش محاسبه شاخص توانایی سیستم اندازه گیری
6-شاخصهای Cg و Cgk با استفاده از فرمولهای جدول محاسبه می شود. 7-نتایج با حداقل معیار پذیرش درجدول مقایسه شود. نکته: روش اندازه گیری بایستی مشابه روش واقعی ودر محیط واقعی فرآیند تولید باشدو توسط ماهرترین اپراتور انجام گیرد. اندازه واقعی قطعه مرجع=Xm

45
فرمولهای محاسبه Cg و Cgk
براساس حدود فرآیند براساس حدود تلرانس شاخص Cg Cgk حداقل معیار پذیرش 1.33 1 حدود تلرانس : T حدودتولید: 6σp Cgمعرف قابليت سيستم اندازه گيري بدون احتساب تاثير باياس مي باشد. معرف قابليت سيستم اندازه گيري با احتساب تاثير باياس مي باشد. Cgk

46
مثال محاسبه توانایی سیستم اندازه گیری:
از یک کولیس برای اندازه گیری قطر سوراخی به اندازه ±0.25mmاستفاده می شود . به منظور تعیین شاخصهای توانایی این ابزار از قطعه ای استاندارد با اندازه Xm مساوی میلیمتراستفاده می شود.این قطعه 50 بارتوسط یک اپراتور باتجربه و براساس دستورالعملی مشخص مورد اندازه گیری قرارمی گیرد.

47
محاسبه توانایی سیستم اندازه گیری
17.05 17.04 17.03 17.06 17.07 T=0.5 Xm=17.05 n=50 با توجه به مقادیر بدست آمده برای Cg و Cgk که بالاتر از 1.33 می باشند توانایی ابزار مورد تایید می باشد.

48
نمودار روند حالت غیر تصادفی نشان نمی دهد و توانایی ابزار اندازه گیری
نمودار روند حالت غیر تصادفی نشان نمی دهد و توانایی ابزار اندازه گیری .مورد تایید است

49
روش محاسبه شاخص توانایی سیستم اندازه گیری
نکته: از آنجا که معمولا واریانس فرایند 6σPبخصوص در مورد فرآیندهای جدید، نامعلوم است ودر طی زمان تغییر می کند، بهتراست برای محاسبه شاخصهای توانایی به جای6σP ازحدود تلرانس استفاده گردد. اگرفرایند دارای تلرانس یکطرفه باشد نمی توان برای آن CgوCgk را براساس تلرانس محاسبه کرد. بهتراست درصورت اجرای SPC ازحدودفرایند برای محاسبه شاخصهای توانایی استفاده کرد.

50
ارتباط خطی: با استفاده ازفاکتور خطی بودن مشخص می شود که آیا ابزار اندازه گیری درتمام محدوده قابل اندازه گیری اش یکسان کارمی کند یا خیر . به عبارت دیگر آیا اندازه قطعه بر تمایل سیستم اندازه گیری تاثیر می گذارد یا نه؟ برای تعیین ارتباط خطی لازم است مقادیرتمایل را در کل محدوده کاربرد ابزار اندازه گیری محاسبه کنیم.درصورتی که مقدار تمایل برای محدوده کاربرد ابزار ثابت باشد ویا با بزرگ شدن اعداد تمایل آنها تغییر کوچکی به صورت صعودی یا نزولی پیدا کند ابزار،مورد قبول خواهد بود. اگر تفاوت درتمایل اندازه های به دست آمده درطول محدوده کاربرد اندازه گیری ، یک خط راست ایجاد کند ، رابطه خطی برای آن ابزاروجود داردو اگرتفاوت در تمایل اندازه های به دست آمده بصورت منحنی باشد،آن ابزار غیر قابل استفاده است، زیرا میزان تمایل آن درفواصل مختلف اندازه گیری قابل پیش بینی نیست.

51
روش محاسبه ارتباط خطی: 1- 5 قطعه را که اندازه آنها کل محدوده مورد استفاده ابزار اندازه گیری را می پوشاند،به شکل تصادفی انتخاب کنید. 2- اندازه واقعی هریک از این 5 قطعه را از طریق چندبار اندازه گیری با یک ابزار دقیق تر بدست آورید. 3- هریک از این قطعات 12 بار با ابزار مورد نظر وتوسط فردی که معمولا قطعات را درفرآیند اندازه گیری می کند،اندازه گرفته شود. 4- مقدارتمایل هر قطعه را به دست آورید.مقدار تمایل را با Yو اندازه واقعی را با X نمایش دهید.

52
روش محاسبه ارتباط خطی: 5-میانگین تمایل ها واندازه واقعی قطعات را بصورت نمودار ارتباط خطی رسم کنید 6- خطی را که دارای بهترین موقعیت درمیان نقاط ترسیم شده است ، با استفاده ازروش حداقل مربعات خطا برازش کنید. معادله خط برازش شده: Y=aX+b :Y تمایل : X اندازه واقعی قطعه مرجع : a شیب خط R2 : زیبندگی

53
روش محاسبه ارتباط خطی: n : تعدادقطعات درصدخطی بودن
aو b براساس روابط زیربدست می آیند: دراینجا n=5 است (تعداد قطعات مورد استفاده) n : تعدادقطعات درصدخطی بودن
 n : تعدادقطعات درصدخطی بودن.")
54
روش محاسبه ارتباط خطی: هر چه مقدار R2 به عدد یک نزدیک تر باشد، بین نقاط رسم شده در نمودار ، ارتباط خطی بهتری برقرار است. همچنین ، هرچه درصد خطی بودن به صفر نزدیک تر باشد ، شیب خط کمتر است، یعنی درتمایل اندازه های به دست آمده در محدوده کاربرد ابزار اندازه گیری ، تفاوت کمتری دیده می شود. جدول ذیل نشان دهنده میزان همبستگی حاصل از برازش خطی با توجه به مقادیر مختلفR2 است. با توجه به مقادیر جدول میتوان گفت که مقادیر بالاتر از 0.7 برای R2 به معنای ارتباط خطی مناسب است.

55
روش محاسبه ارتباط خطی: میزان همبستگی R2 بسیار بالا 0.9 - 1 بالا
متوسط 0.4 – 0.69 پایین 0.2 – 0.39 بسیار پایین 0 – 0.19 به علت پیچیدگی فرمول های ارائه شده ، محاسبات مربوط به ارتباط خطی معمولا با نرم افزارminitab انجام می شوند.

56
مثال ارتباط خطي : یک بازرس از یک کولیس درچند ایستگاه کنترل کیفی استفاده می کند. برای بررسی میزان خطی بودن تمایل این کولیس ، 5 قطعه در محدوده کاربرد آن انتخاب و هر یک از قطعات 12 بار توسط بازرس اندازه گیری شد. نتایج اندازه گیری ها در جدول ذکر شده است.

57
نتایج انجام اندازه گیری به منظور بررسی خطی بودن
شماره قطعه 1 2 3 4 5 اندازه واقعی قطعه 2.00 4.00 6.00 8.00 10.00 دفعات اندازه گیری 2.70 5.1 5.8 7.6 9.1 2.50 3.9 5.7 7.7 9.3 2.40 4.2 5.9 7.8 9.5 3.8 6 9.4 2.30 6.1 7 8 9 6.4 9.6 10 6.3 7.5 9.2 11 2.60 4.1 12 میانگین 2.49 4.13 6.03 7.71 9.38 تمایل -0.49 -0.13 -0.03 +0.29 +0.62

58
مثال ارتباط خطي : با استفاده از فرمول های مذکور نتایج ذیل به دست می آید: درصد خطی بودن 0.98=زیبندگی= در اینجا برای محاسبه تمایل از رابطه استفاده شده است.

59
نمودار بررسی خطی بودن R2=0.98 %Linearity=13.17

60
ارتباط خطی: نکته : اگرسیستم اندازه گیری دارای ارتباط غیرخطی باشد، باید درخصوص دلایل زیر بررسی لازم انجام گیرد : 1- کالیبره نشدن دستگاه اندازه گیری درمحدوده اندازه گیری آن 2- بروز خطا به هنگام جمع آوری نمونه های اصلی 3- مستهلک شدن دستگاه اندازه گیری 4- بروز برخی مشکلات در طرح مشخصات داخلی دستگاه در صورتی که ابزار اندازه گیری دارای ارتباط خطی نباشد ، شاید بتوان ازآن ابزار ، فقط برای اندازه گیری مشخصه ای خاص استفاده کرد.

61
)قابلیت سیستم اندازه گیری) Gage R&R
تخمینی از ترکیب خطای تکرارپذیری و تکثیرپذیری سیستم اندازه گیری نکته مهم : دراین مطالعه ،محاسبات با فرض نرمال بودن توزیع فرایند اندازه گیری انجام می شوند بنابراین بایستی پراکندگی مقادیر اندازه گیری شده از نظر آماری تحت کنترل باشد. R&Rمعروفترين شاخص در تحليل سيستم اندازه گيري است و رياضيات آن نيز از ساير شاخصهاپيچيده تر است.

62
چگونگی جمع آوری داده های کمی
برای محاسبه قابلیت سیستم اندازه گیری با استفاده از داده های کمی ،به هنگام انتخاب قطعات و جمع آوری و ثبت اطلاعات ،باید به نکات زیر توجه کرد : 1-ریزنگری ابزار اندازه گیری باید 10برابر تلرانس مشخصه مورد اندازه گیری باشد. 2-قطعات بصورتی انتخاب شوند که کل محدوده تولید از کوچکترین تابزرگترین اندازه تولیدی را پوشش دهند. 3-به منظور شناسایی قطعه و آسان سازی فرایند جمع آوری داده ها ،قطعات را باید شماره گذاری یا کدگذاری کرد. 4-برای حداقل تعداد نمونه مورد نیازوحداقل تکراراندازه گیری روی هرقطعه از جدول زیر استفاده میشود.

63
چگونگی جمع آوری داده های کمی
5- روش اندازه گیری و تجهیزات آن را بررسی کنید تامطمئن شوید مطابق دستورالعمل و رویه های سازمان ،انجام می شود. 6-با اپراتورهای مسئول بازرسی قطعات صحبت کنید وهدف از انجام این مطالعه ،روش جمع آوری داده ها ونقش خودشان رابرای آنها بیان کنید. 7-قطعات باید بطور تصادفی و بدون هیچ نظم و ترتیب خاصی برای اندازه گیری در اختیار اپراتورها قرار گیرد.پس از هربار اندازه گیری توسط یک اپراتور ،مقدار آن را در برگه جمع آوری داده ثبت کنید.دفعات دیگر اندازه گیری قطعات توسط اپراتور هم باید به صورت تصادفی باشد و مقادیر مربوطه دربرگه ای غیراز برگه اول ثبت شوند. توجه به این مطلب مهم است چرا که اندازه گیری های قبلی نباید در معرض مشاهده اپراتورها باشدتا باعث جهت گیری آنها در اندازه گیری ها نشود. 8-ثبت اندازه گیری انجام شده روی هر قطعه را به صورت قبل ادامه دهید تا زمانی که به تعداد دفعات اندازه گیری مورد نیاز دست یابید.

64
چگونگی جمع آوری داده های کمی
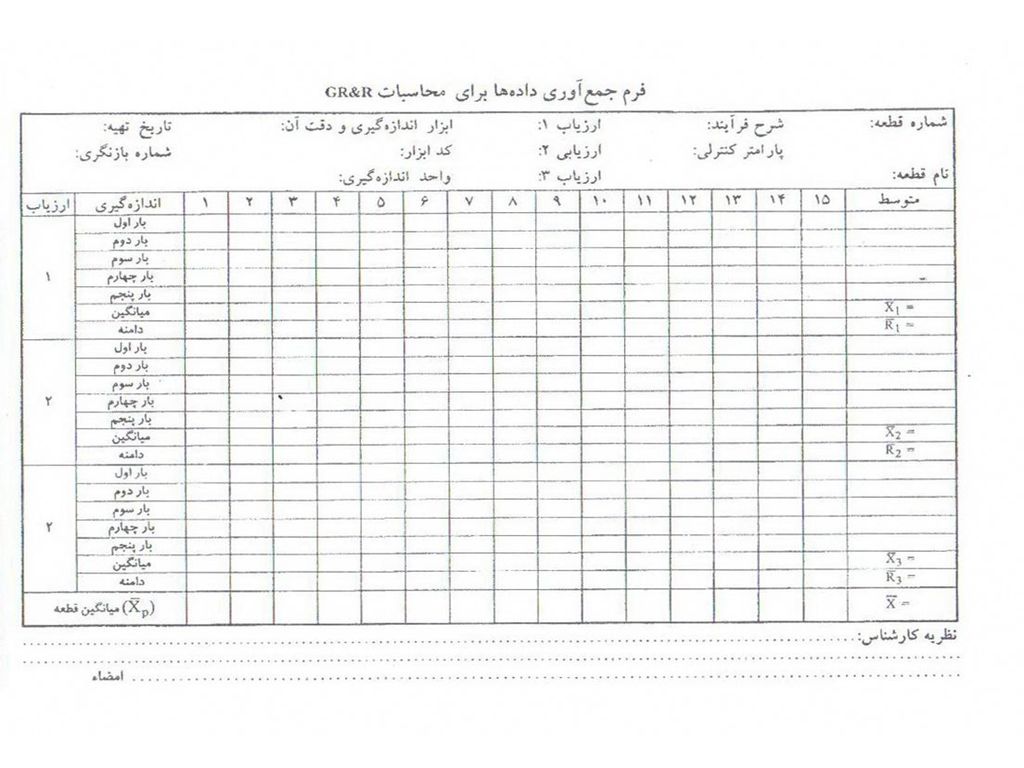
اندازه نمونه برای داده های کمی پس از ثبت مشاهدات ،برای بررسی دقت سیستم اندازه گیری ،باید پارامترهای تکرارپذیری و تکثیرپذیری محاسبه شوند. بازرس/اپراتور ابزاراندازه گیری حداقل تعداد قطعه حداقل تعداد اندازه گیری 1 10 5 2 15 3 1 یا 2 3و بیشتر 3وبیشتر 1 یا2

65
تکرار پذیری (Repeatability)
تغییرات در نتایج اندازه گیری با یک ابزار در چندین بار اندازه گیری به وسیله یک اپراتور و بر روی یک ویژگی هر قطعه معمولا به خطای ابزار (EV)نسبت داده می شود. EV =
نسبت داده می شود. EV =")
66
مثال تکرار پذیری 10 قطعه از یک فرایند ،طوری انتخاب شده اند که کل محدوده تولید را پوشش دهند. از آنجا که تنها یک اپراتور در اندازه گیری قطعات دخیل است ، بر اساس جدول هریک از نمونه ها باید 5 مرتبه توسط بازرس اندازه گیری شود. ارقام بدست آمده در جدول ذیل نشان داده شده است . 10 9 8 7 6 5 4 3 2 1 شماره قطعات دفات اندازه گیری 220 216 217 212 215 219 218 214 211 213 دامنه

67
محاسبه تكرارپذيري UCL= CL= LCL= EV =
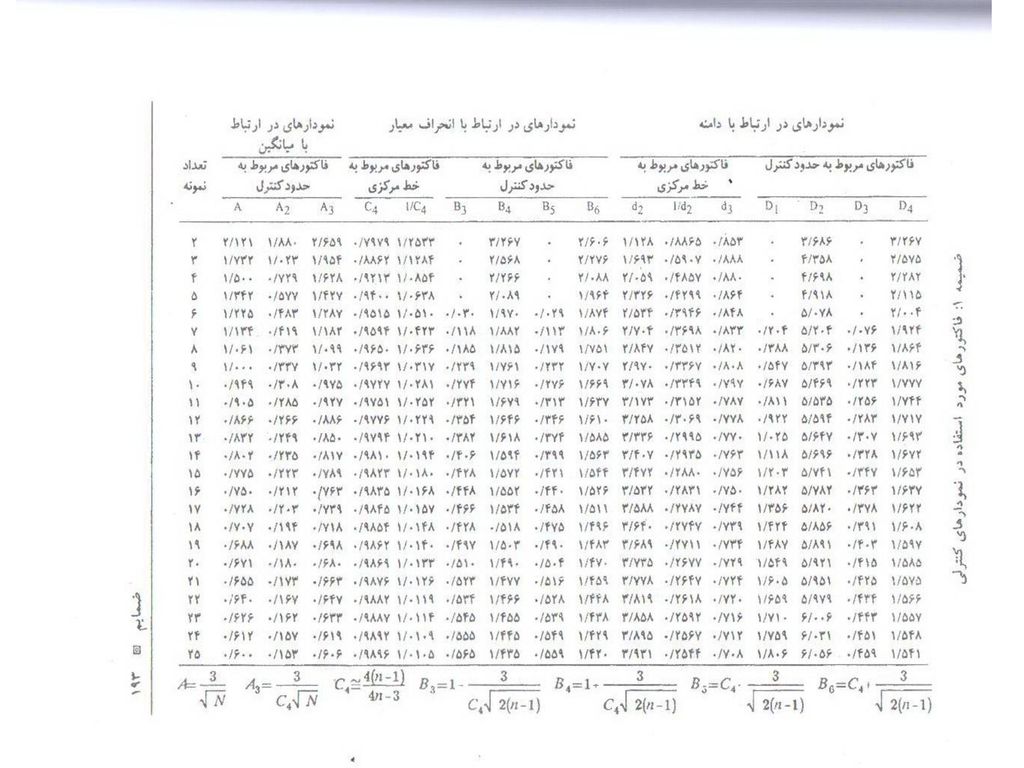
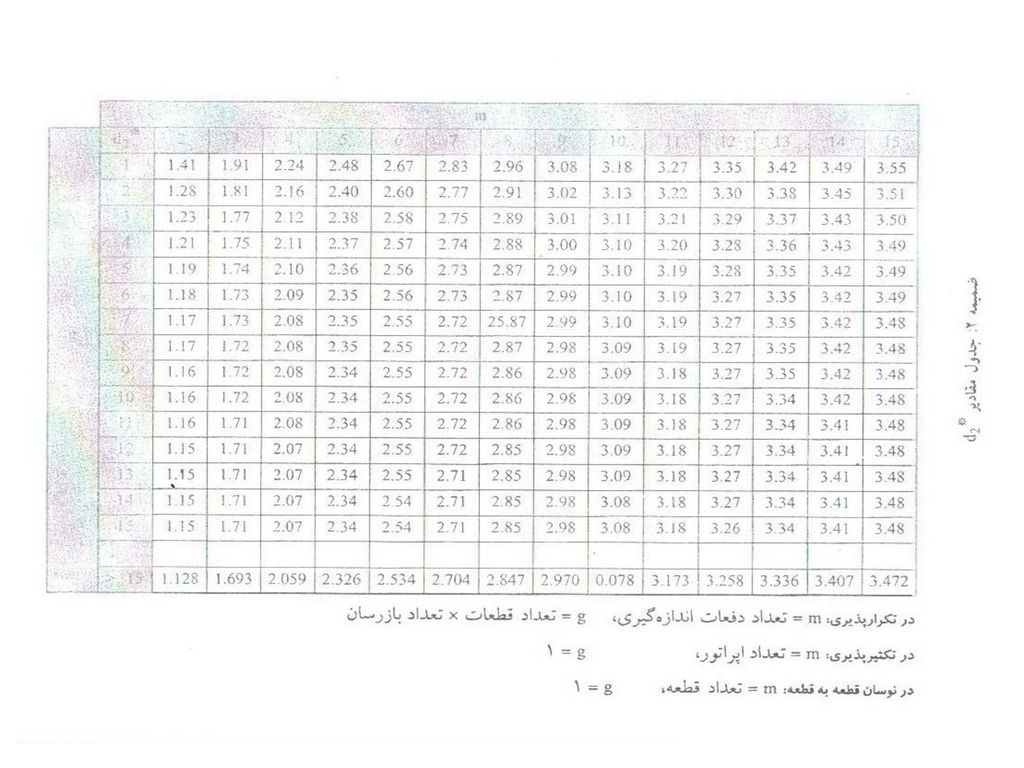
ميانگين پراکندگي در خواندن هر قطعه R= تعداد تكرارها m = تعداد قطعات × تعداد اپراتورهاg = ازجدول بدست می آید که در آن ستون جدول (m)نمایانگرتعداددفعات اندازه گیری ازیک قطعه و سطر جدول (g) نشان دهنده حاصلضرب تعداد قطعات در بازرسان است.
نمایانگرتعداددفعات اندازه گیری ازیک. قطعه و سطر جدول (g) نشان دهنده حاصلضرب تعداد قطعات در بازرسان است.")
68
نمودار دامنه برای محاسبه تکرارپذیری
EV=5.15*2.6 = 5.72 2.34

69
تکثیر پذیری (Reproducibillity)
پراکندگی ناشی از تغییر هریک از عوامل موثر در سیستم اندازه گیری ،مانند اپراتور ،ابزار و...درهنگام اندازه گیری مکرر قطعات است. معمولا به خطای اپراتور AV نسبت داده می شود.n تعداد قطعات ،r تعداددفعات اندازه گیری =AV

70
مثال تکثیرپذیری ازیک فرایند تولید 15قطعه انتخاب و هریک از قطعات 3مرتبه توسط دو بازرس اندازه گیری می شود.ارقام بدست آمده در جدول ذیل نشان داده شده است . نكات مهم: 1 -قطعات بطور تصادفي انتخاب مي شوند. 2 -در اين سيستم فقط 2 نفر عمل اندازه گيري را بطور روزمره انجام مي دهند لذا هر دونفر براي مطالعه در نظر گرفته شده اند. 3- هر كس از نتايج اندازه گيري يك قطعه در دفعات قبل و يا توسط افراد مختلف بي اطلاع است.

71
مقادیر اندازه گیری شده توسط بازرس اول
محاسبه R&R مقادیر اندازه گیری شده توسط بازرس اول میانگین بازرس اول = دامنه بازرس اول = 2 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 شماره قطعات نوبت اندازه گیری 204 219 221 213 212 225 223 218 214 220 216 217 203 230 210 224 222 207 215 202.67 230.33 211.67 205 210.67 224.33 221.67 216.33 213.33 221.33 220.67 215.67 میانگین دامنه

72
محاسبه R&R مقادیر اندازه گیری شده توسط بازرس دوم میانگین بازرس دوم = دامنه بازرس دوم = 2 15 14 13 12 11 10 9 8 7 6 5 4 3 2 1 شماره قطعات نوبت اندازه گیری 205 220 229 214 213 225 221 216 212 222 217 215 218 204 219 231 211 226 224 230 206 210 204.33 219.33 212.67 205.67 211.33 225.67 222.33 216.67 213.67 220.67 217.33 216.33 میانگین دامنه

73
دامنه بازرس اول+ دامنه بازرس دوم =
محاسبه تكرارپذيري دامنه بازرس اول+ دامنه بازرس دوم = 2 مشاهده مي شود که هيچ کدام از مقادير پراکندگي خارج حدود فوق نمي باشد پس مي توان R&Rرا محاسبه نمود.

74
محاسبه تكثیرپذيري Xdif: اختلاف بين ميانگين تمام مقادير خوانده شده توسط اپراتورها تعداد اپراتورهاm = = g تعداد قطعات n = تعداد تكرارها براي هر قطعهr =

75
خصوصیات R&R R&R = معرف محدوده ای است که با احتمال 99% کل خطاهای پراکندگی سیستم اندازه گیری را می پوشاند. خطای تصادفی سیستم است و جهت مشخص ندارد. تصادفي بودنR&Rبدان معني است كه نمي دانيم وجود اين خطا باعث مي شود كه مقادير اندازه گيري شده بيش از مقادير واقعي باشد و يا كمتر از مقاديرواقعي. از بعد واحد اندازه گیری است .

76
تحلیل نتایج R&R = R&R= R&R=6.91 %R&R= 5.15 σ TV تلرانس

77
R& R شاخص پراكندگي ناشي از اندازه گيري است وهمانطوركه درموردCg توضيح داده شد، اين پراكندگي بايستي آنقدر كوچك باشد كه باعث تشخيص اشتباه نباشد. براي اين منظور شاخصR&R%معرفي مي شود. كه مقدار مرجع(RF) به هدف اندازه گيري وابسته است. الف)درجایی که برای پارامتر مورد نظر SPC اجرا می شودوفرایند تحت کنترل و تواناست ،پراکندگی فرایند تولید به عنوان مقدار مرجع قرار می گیرد.دراین حالت برای فاصله اطمینان %99 مقدار RF=5.15 σاست که σانحراف معیار تولیداست. ب)وقتی SPC انجام نمی شود و برای پارامتر موردنظر از طرف مشتری ،حدود و مشخصات فنی داده شده است ،تلرانس نقشه به جای RF قرار می گیرد. ج)درسایر موارد از TV استفاده می شود. PV نشان دهنده نوسانات قطعه به قطعه است .
 به هدف اندازه گيري وابسته است. الف)درجایی که برای پارامتر مورد نظر SPC اجرا می شودوفرایند تحت کنترل و تواناست ،پراکندگی فرایند تولید به عنوان مقدار مرجع قرار می گیرد.دراین حالت برای فاصله اطمینان %99 مقدار RF=5.15 σاست که σانحراف معیار تولیداست. ب)وقتی SPC انجام نمی شود و برای پارامتر موردنظر از طرف مشتری ،حدود و مشخصات فنی داده شده است ،تلرانس نقشه به جای RF قرار می گیرد. ج)درسایر موارد از TV استفاده می شود. PV نشان دهنده نوسانات قطعه به قطعه است .")
78
بررسی نتایج مطالعه %R&R
نتیجه علت احتمالی بروز مشکل اقدام R&R% بسیار کوچک مشکوک بروز اشتباه در ثبت داده ها ویا محاسبات عددسازی تکرار آزمایش دقت بسیار پایین ابزارها استفاده از ابزاری با حداقل دقت لازم استفاده از ابزار با دقت بسیار بالاتر از میزان لازم باتوجه به توجیه اقتصادی ،می توان از ابزار با دقت پایین تر استفاده نمود. دقت بسیار خوب اپراتورها برای سیستمهای اندازه گیری موجود %R&R زیر %20و برای ابزارهایی که به تازگی خریداری می شود%R&R زیر %10 مطلوب می باشد.

79
بررسی نتایج مطالعه %R&R
نتیجه علت احتمالی بروز مشکل اقدام 0% ≤R&R%≤ 20% قابل قبول - 20% ≤R&R%≤30% تقریبا قابل قبول باتوجه به اهمیت مشخصه ،توجیه اقتصادی و میزان تفکیک پذیری، می توان ابزار را ردیا قبول نمود. درصورت امکان اقدام اصلاحی در زمینه آموزش اپراتور،تعمیر، تنظیم ابزار و بهبود روش ،انجام شده و مجددا %R&R محاسبه گردد. %R&R≥ 30% مردود اگر تکرارپذیری خیلی بیشتراز تجدیدپذیری باشد:ابزار نیاز به تعمیردارد،نحوه قرارگیری قطعه درابزار بایستی اصلاح شود،Within Variation زیادی وجوددارد. اگرتجدیدپذیری خیلی بیشتراز تکرارپذیری باشد:نحوه کارباابزار باید به اپراتور آموزش داده شود،روش کارباابزاربرای اپراتورهای مختلف واضح وکالیبره نیست،ممکن است برای کمک به اپراتور نیاز به تعبیه فیکسچرباشد. بایستی تکرارپذیری و تجدیدپذیری جداگانه بررسی شده و در هر زمینه اقدام اصلاحی مربوطه انجام و مجددا %R&R محاسبه گردد.

80
تحلیل نتایج 26=تلرانس 13 ± 210 = مشخصات فنی
26=تلرانس ± 210 = مشخصات فنی این سیستم اندازه گیری برای بازرسی بطور مشروط قابل استفاده است. 1.4=CP:حدود تولید =(تولید)6σ این سیستم برای SPCمناسب نمی باشد.
6σ. این سیستم برای SPCمناسب نمی باشد.")
81
نوسانات قطعه به قطعه نوسانات قطعه به قطعه ،برابر با پراکندگی قطعات استفاده شده در آزمایش است .همانطور که قبلا گفته شد قطعات باید از تمام دامنه فرایند انتخاب شده باشد و یا محدوده تلرانس را پوشش دهند.در این صورت ،انحراف معیار قطعات انتخاب شده تقریبا معادل انحراف معیار فرایند تولید خواهد بود. نوسان های قطعه به قطعه به صورت زیر محاسبه می شود: برای محاسبه کافی است که به ازای هرقطعه ،متوسط اندازه های بدست آمده محاسبه شود و اختلاف کمترین و بیشترین متوسط اندازه گیری بدست آید و سپس نوسانات قطعه به قطعه محاسبه شود.

82
مثال G R&R بررسی یک سیستم اندازه گیری با استفاده از یک اپراتور و 3ابزار اندازه گیری،برنامه ریزی شده و محدوده تلرانس مورد نظر 2 میلی متر است باتوجه به جدول با یک اپراتور و 3ابزار اندازه گیری ،تعداد10نمونه انتخاب وروی هر قطعه 2بار اندازه گیری انجام می شود.میانگین دامنه و میانگین مربوط به هر ابزار اندازه گیری در جدول زیرنشان داده شده است. ابزار اندازه گیری 0.038 0.053 A 0.035 0.052 B 0.036 0.054 C

83
محاسبه تکرارپذیری ابتدا حد کنترل بالای نمودار R محاسبه می شود:
پس از بررسی معلوم شد تمام دامنه ها در محدوده UCLR قرار دارند. تکرارپذیری : برای m=2 وg=10 مقدار برابر با 1.16 خواهد بود.

84
محاسبه تکثیرپذیری دراینجا باید تکثیرپذیری بین سه ابزار اندازه گیری بررسی شود.برای انجام این کار باید ابتدا بزرگ ترین و کوچک ترین میانگین سه ابزار را بدست آورد و تفاوت آنها را محاسبه کرد. با m=3 و g=1 مقدار برابر 1.91 است.

85
محاسبه R&R از آنجا که R&R% برابر با 12.4%است وابزارهای موردنظر نیز جدید نیستند میتوان این سیستم اندازه گیری را پذیرفت.

86
قدرت تفکیک یک سیستم اندازه گیری
قدرت تفكيك به حداقل فواصل قابل تشخيص توسط سيستم اندازه گيري اشاره دارد و براساس آن تعيين مي كند كه سيستم اندازه گيري قادر است قطعات مورد مطالعه را به چندگروه معني دار تقسيم كند.

87
در شکل بالا منحنی زنگوله ای نشان دهنده نوسان های تولید و خطوط عمودی ،نشان دهنده طبقه بندی هایی است که سیستم اندازه گیری قادر است برروی محدوده تولید ایجادکند.باتوجه به این توضیح قسمت (الف) نشان دهنده یک سیستم اندازه گیری یا قدرت تفکیک ضعیف، قسمت (ب)نشان دهنده یک سیستم اندازه گیری با قدرت تفکیک متوسط که نمی تواند پارامترهای فرایند را به درستی تخمین بزند و قسمت (ج) نشان دهنده سیستمی با قدرت تفکیک مناسب است.
 نشان دهنده یک سیستم اندازه گیری یا قدرت تفکیک ضعیف، قسمت (ب)نشان دهنده یک سیستم اندازه گیری با قدرت تفکیک متوسط که نمی تواند پارامترهای فرایند را به درستی تخمین بزند و قسمت (ج) نشان دهنده سیستمی با قدرت تفکیک مناسب است.")
88
قدرت تفکیک یک سیستم اندازه گیری
درصورتی که سیستم اندازه گیری دارای توانایی تفکیک مناسب نباشد، ممکن است توان تشخیص نوسان های موجود در فرایند را درقطعاتی که مورد اندازه گیری قرار می گیرندنیز نداشته باشد.دراین وضعیت باید از سیستم اندازه گیری تواناتری استفاده نمود. = قدرت تفکیک اگر این مقدار کمتراز 2باشد،سیستم اندازه گیری ،مناسب نخواهدبود. چنانچه قدرت تفکیک برابر 2باشد بدین معناست که ارقام را می توان به دو گروه “زیاد”و”کم”تقسیم کرد و این سیستم اندازه گیری فقط برای بازرسی مناسب خواهد بود.برای اینکه سیستم اندازه گیری برای تعیین مشخصات فرایند مناسب محسوب شود ،مقدار قدرت تفکیک باید 5یا بیشتر باشد.

89
ثبات (Stability) عبارتست از کنترل آماري يك فرآيند اندازه گيري با توجه به موقعيت آن در طول زمان، يا به عبارت ديگر تغييرات گرايش در طول زمان و تحت کنترل آماري بودن آن ثبات نام دارد.

90
روش بررسی ثبات یک قطعه مرجع که اندازه آن در طول زمان تغییر نکند را انتخاب نموده در فواصل زمانی مختلف و هر بار بین 3 تا 5 بار قطعه را اندازه گیری می کنیم تا حداقل 100 داده داشته باشیم. نمودار کنترلی میانگین و دامنه را ترسیم نموده تحت کنترل بودن آن را بررسی می کنیم. در صورت تحت کنترل نبودن نمودار کنترلی اولیه اقدام اصلاحی لازم را انجام و مجددا نمودار را ترسیم می کنیم. در فواصل زمانی مناسب (مثلا یک دهم دوره کالیبراسیون)هر بار یک نقطعه در نمودار میانگین و دامنه ترسیم می کنیم. روند نمودار کنترلی را در طول زمان بررسی و واکنش لازم را انجام می دهیم.
هر بار یک نقطعه در نمودار میانگین و دامنه ترسیم می کنیم. روند نمودار کنترلی را در طول زمان بررسی و واکنش لازم را انجام می دهیم.")
91
مثال ثبات بمنظور مشخص کردن ثبات براي يك ابزار اندازه گيري جديد، تيم مربوطه يك قطعه را که نزديك حيطه وسط توليد قرار دارد انتخاب نموده و اين قطعه توسط آزمايشگاه 20 بار (هر بار 5مرتبه( اندازه گيري شده است . بعد از 4 هفته داده هاي جمع آوري شده و نمودار (X, R) آن مطابق، با شكل زير ترسيم شده اند.
 آن مطابق، با شكل زير ترسيم شده اند.")
92
1 -پس از رسيدن به نمودار مبناي تحت كنترل مي توان آنرا جاري نمود
نكته: 1 -پس از رسيدن به نمودار مبناي تحت كنترل مي توان آنرا جاري نمود 2- نمودار ثبات تا زمان استفاده از يك ابزار اندازه گيري بايستي جاري باشد. 3 -نتايج بررسي ثبات با كاليبراسيون بايد همخواني داشته و درصورت لزوم دوره كاليبراسيون بازنگري شود. 4- فقط نمودار مبنا با نرم افزار ترسيم مي شود و نمودار جاري ثبات بصورت دستي و در هر اندازه گیري رسم مي شود.

93
ضمائم

103
پیروز و سربلند باشید.

Liknende presentasjoner


 مقدمة. الرخصة الدولية لقيادة الحا سوب - (الوحدة الثانية) استخدام الحاسوب ومعالجة الملفات.>")



 تأليف: مهندس اکبر شيرکوند - ابوالفضل هدايتيآذری نسخه الكترونيكي كاري از.>")












