Laste ned presentasjonen
Presentasjon lastes. Vennligst vent

1
Produkter Prosesser Materialflyt
Fokusert produksjon Produkter Prosesser Materialflyt Erlend Alfnes, forsker ved SINTEF teknologiledelse

2
Innhold Innledning Fokusert produksjon Layout Prosesser og produkter
Dekoblings punkt Flaskehalser Caset HÅG Konklusjoner

3
Innledning

4
Hvordan utvikle en konkuransedyktig produksjonen ??
Det finnes mange ulike prinsipper og system å velge mellom Valget avhenger av produkter, produksjonsapparatet, markedskrav etc.

5
Materialer og komponenter Ressurs (Kapasitet)
Produksjonsstyring er egentlig enkelt, det gjelder kun å ha kontroll på: Materialer og komponenter Ressurs (Kapasitet) Problemet er å få det til kostnadseffektivt !!! Løsningen er selvsagt å lage standardprodukter, i en farge, i store antall og helst til et fåtall kunder……….,. ?
 Problemet er å få det til kostnadseffektivt !!! Løsningen er selvsagt å lage standardprodukter, i en farge, i store antall og helst til et fåtall kunder……….,.")
6
Privatmarked Lagerføres eller produseres på ordre ? Privatmarked Må lagerføres i butikk Produseres på ordre fra butikken ?

7
Levering av komponenter
til vareeiere (bil) produseres etter ordre ? . ..eller til ferdiglager ? Hva med kjøp av råvarer ? Levering av store produkter produseres etter ordre -.- JA !!! . ..men kan vi produsere standard komponenter mot lager ??
 produseres etter ordre . ..eller til ferdiglager Hva med kjøp av råvarer Levering av store produkter. produseres etter ordre -.- JA !!! . ..men kan vi produsere standard komponenter mot lager")
8
Samlebånd ??

9
Automatiske transportsystemer??

10
Manuelle operasjoner ?

11
Hvordan styre og plassere lagrene ?

12
Administrative prosesser ordrebehandling, produksjonsstyring, innkjøp, transportstyring

13
Fokusert produksjon

14
Spaghetti World Works as long as you can sell all you make If not this
represents huge asset drag Gir lange transportruter, unødvendig lager, forflytting av operatører, lang ledetid, manglende oversikt Når alt kan selges trenger man ikke tilpasse seg endringer i etterspørsel: volumer, produktmiks, etc, Ved endringer i etterspørsel gir dette lite fleksibilitet og responsvene: gir mye ukkurans, tapte ordrer, og, haste arbeid, overproduksjon, replanlegging Assembly Components Piece Parts Process

15
Fokusert produksjon Learning to focus each plant on a limited, concise, manageable, set of products, technologies, volumes and markets (Skinner, 1974) reduserer kompleksiteten i produksjonssystemet, dette gir enklere styring og bedre ytelse innebærer å linke bedriftens konkurransemessige prioriteringer til hvordan produksjonssystemet struktureres og styres innebærer å identifisere homogene produkt grupper og å samlokalisere hver gruppe i en egen enhet med dedikerte ressurser og operatører en fabrikk kan bestå av flere fokuserte enheter
 reduserer kompleksiteten i produksjonssystemet, dette gir enklere styring og bedre ytelse. innebærer å linke bedriftens konkurransemessige prioriteringer til hvordan produksjonssystemet struktureres og styres. innebærer å identifisere homogene produkt grupper og å samlokalisere hver gruppe i en egen enhet med dedikerte ressurser og operatører. en fabrikk kan bestå av flere fokuserte enheter.")
16
Dis-Aggregation By Product Family
Product Group A Product Group B Customer En celle består av et sett av ulike maskiner, i nærheten av hverandre, plassert ifølge en produktrute for å minimere komponent forflyttelse (ofte er U-form brukt for å minimere operatørens gåtid). Cellen er operert av et team med flerfaglige operatører som har tverrfaglig trening for å kunne utføre flere operasjoner i cellen, og som tar fullstendig ansvar for kvalitet og leveringspresisjon . Cellen er dedikert til å produsere en familie av produkter som trenger lignende operasjoner, og målet er å produsere alle operasjoner for produktet i en celle. Dette betyr at alle ressurser som behøves skal være tilgjengelige i cellen. Product Group C Treat each product group as a separate Value Stream
. Cellen er operert av et team med flerfaglige operatører som har tverrfaglig trening for å kunne utføre flere operasjoner i cellen, og som tar fullstendig ansvar for kvalitet og leveringspresisjon . Cellen er dedikert til å produsere en familie av produkter som trenger lignende operasjoner, og målet er å produsere alle operasjoner for produktet i en celle. Dette betyr at alle ressurser som behøves skal være tilgjengelige i cellen. Product Group C. Treat each product group as a separate Value Stream.")
17
Fokuserte celler Celler er grupper av maskiner som er dedikert til prosessering eller montasje av en spesifikk gruppe (familie) av deler eller produkter. Målet med denne organiseringen er fokus og bedre flyt Celler representerer sosiologiske enheter som er gode for teamarbeid Den optimale design for rask respons er celler som starter med råmaterialer og slutter med det ferdig produktet og der alle operasoner blir fullført i cellen. Kontoroperasjoner også organiseres i celler som er ansvarlige for en produkt familie/market segment Celler er grupper av maskiner som er dedikert til prosessering eller montasje av en spesifikk gruppe (familie) av deler eller produkter. Målet med denne organiseringen er å redusere tid omstillingstid (verktøy og sekvensering) flyttider (omstillingstider, transporttider, ventetider, og små transport batcher) resultat: mindre lager og bedre respons tider Celler representerer sosiologiske enheter som er gode for teamarbeid Den optimale design for rask respons er celler som starter med råmaterialer og slutter med det ferdig produktet og der alle operasoner blir fullført i cellen. Dette gir korte ledetider både til kunden (leveringstid) og i produksjonen (gjennomløpstid) Ordrebehandling, prosess planlegging, material planlegging og andre operasjoner som skjer før jobber utløses til produksjonen kan også organiseres i celler. Kontor operasjoner blir restrukturert ved å fokusere på markedssegmenter Hver kontorcelle vestår av samlokaliserte team som er ansvarlige for å fullføre alle kontor operasjoner for en produkt familie
 av deler eller produkter. Målet med denne organiseringen er fokus og bedre flyt. Celler representerer sosiologiske enheter som er gode for teamarbeid. Den optimale design for rask respons er celler som starter med råmaterialer og slutter med det ferdig produktet og der alle operasoner blir fullført i cellen. Kontoroperasjoner også organiseres i celler som er ansvarlige for en produkt familie/market segment. Celler er grupper av maskiner som er dedikert til prosessering eller montasje av en spesifikk gruppe (familie) av deler eller produkter. Målet med denne organiseringen er å redusere tid. omstillingstid (verktøy og sekvensering) flyttider (omstillingstider, transporttider, ventetider, og små transport batcher) resultat: mindre lager og bedre respons tider. Celler representerer sosiologiske enheter som er gode for teamarbeid. Den optimale design for rask respons er celler som starter med råmaterialer og slutter med det ferdig produktet og der alle operasoner blir fullført i cellen. Dette gir korte ledetider både til kunden (leveringstid) og i produksjonen (gjennomløpstid) Ordrebehandling, prosess planlegging, material planlegging og andre operasjoner som skjer før jobber utløses til produksjonen kan også organiseres i celler. Kontor operasjoner blir restrukturert ved å fokusere på markedssegmenter. Hver kontorcelle vestår av samlokaliserte team som er ansvarlige for å fullføre alle kontor operasjoner for en produkt familie.")
18
Layout

19
Er organiseringen av produksjonsutstyret viktig for bedriften?
Layout Er organiseringen av produksjonsutstyret viktig for bedriften? Sammenlikn med trafikk der noen som kjører mot kjøreretningen i en enveiskjørt gate ville skape kaos - dette skjer hver eneste dag, flere ganger daglig, i produksjonsbedrifter.

20
Tradisjonell layout Hver gang en del passerer grensen mellom to avdelinger, må den inn i et nytt prioritetsregime, med ny kø. Layouten var begrunnet med at maskinene var dyre, mens folk for å betjene de var billig. Derfor var maskinutnyttelse viktig, og for å ta hensyn til forsinkelser pga. dette ble ledetiden satt til 1 uke for hver, noe som resulterte i lange gjennomløpstider. I dag er det viktigere med god flyt.

21
En vanlig norsk bedrifts materialflyt

22
Funksjonell layout

23
Produkt fokusert layout - celletilvirkning

24
Produkt fokusert layout, U-form

25
Produkt fokusert layout, I-form

26
Produkter og prosesser

27
Konkurransemessige prioriteringer
Produksjonsbedrifter kan konkurrere på: Kostnader Kvalitet Ledetid Leveringspresisjon Fleksibilitet Innovasjonsevne Kostnad Companies that compete on costs relentlessly pursue the elimination of all waste. Companies in this category are traditionally producing standardised products for large markets. They improve profit by stabilising production processes, tightening productivity standards, and investing in automation (if automation is most cost efficient). Kvalitet In the context of manufacturing, quality should be viewed as conformance – making a product to specifications (Hill, 2000). vv product performance. Companies that compete on quality (conformance) have to develop processes that produce error-free products.This includes focusing on equipment, workers, materials, and every other aspect of the operation to make sure it works the way it is supposed to. A good example here is McDonald’s, Leveringstid Delivery time is the amount of time a manufacturer requires from receipt of order to the product is delivered to the customer. When delivery time is a competitive priority, the manufacturing system should be critically analysed, and processes should be combined or eliminated in order to save time. This can imply the use of technology (e.g bar codes) to speed up the processes, to rely on a flexible workforce to meet peak demand periods, and eliminate unnecessary steps in the production process. Leverinspresisjon Often the delivery time is well known and used to give delivery promises to customers. Delivery precision is the amount of orders that are delivered according to the delivery schedule that was promised to the customer Flexbilitet flexibility is defined as the ability to react to changes in design, product mix and volumes, fluctuations in materials, and changes in product sequence. A flexible system can offer a range of products and customise them to the unique needs of the customer. However, companies that compete of flexibility often cannot compete on speed, because it generally requires more time to produce a customised product. Also, flexible companies typically do not compete on costs, because it may take more resources to customise the product. Innovasjonsevne Innovativeness is the ability to introduce new products or make new design changes to existing products. Its key to market dominance was innovativeness through superior methods for developing, manufacturing and introducing new products.
. Kvalitet In the context of manufacturing, quality should be viewed as conformance – making a product to specifications (Hill, 2000). vv product performance. Companies that compete on quality (conformance) have to develop processes that produce error-free products.This includes focusing on equipment, workers, materials, and every other aspect of the operation to make sure it works the way it is supposed to. A good example here is McDonald’s, Leveringstid Delivery time is the amount of time a manufacturer requires from receipt of order to the product is delivered to the customer. When delivery time is a competitive priority, the manufacturing system should be critically analysed, and processes should be combined or eliminated in order to save time. This can imply the use of technology (e.g bar codes) to speed up the processes, to rely on a flexible workforce to meet peak demand periods, and eliminate unnecessary steps in the production process. Leverinspresisjon Often the delivery time is well known and used to give delivery promises to customers. Delivery precision is the amount of orders that are delivered according to the delivery schedule that was promised to the customer. Flexbilitet flexibility is defined as the ability to react to changes in design, product mix and volumes, fluctuations in materials, and changes in product sequence. A flexible system can offer a range of products and customise them to the unique needs of the customer. However, companies that compete of flexibility often cannot compete on speed, because it generally requires more time to produce a customised product. Also, flexible companies typically do not compete on costs, because it may take more resources to customise the product. Innovasjonsevne Innovativeness is the ability to introduce new products or make new design changes to existing products. Its key to market dominance was innovativeness through superior methods for developing, manufacturing and introducing new products.")
28
Prosesstyper Generelle enkeltstående maskiner som er svært fleksible og som kan brukes på svært mange typer jobber. Ofte funksjonell layout (typisk verksted) Ikke-koblede produksjonsprosesser for repetiv produksjon av forskjellige produkter. Flere jobber (batcher) prosesseres samtidig i systemet. Layout varierer fra funksjonell til produkt orientert Produksjonsprosesser som er koblet sammen i linjer og som er dedikert til noen få standard produkter. Produksjons takten bestemmes enten av operatører eller av utstyret. Kontinuerlig prosessering av basis materialer som gjennomgår suksessive stadier og blir prosessert til et eller flere ferdige produkter (typisk raffineri). Flow shop/ batch Line Continuous processing Job shop Flow
 Ikke-koblede produksjonsprosesser for repetiv produksjon av forskjellige produkter. Flere jobber (batcher) prosesseres samtidig i systemet. Layout varierer fra funksjonell til produkt orientert. Produksjonsprosesser som er koblet sammen i linjer og som er dedikert til noen få standard produkter. Produksjons takten bestemmes enten av operatører eller av utstyret. Kontinuerlig prosessering av basis materialer som gjennomgår suksessive stadier og blir prosessert til et eller flere ferdige produkter (typisk raffineri). Flow shop/ batch. Line. Continuous. processing. Job shop. Flow.")
29
Produkttyper Spesialprodukter som er tilpasset/utviklet i samarbeid med hver enkelt kunde. Formel1 biler, radarsystemer, papirmaskiner etc Tilpassede produkter som produseres på ordre. Maskineringsutstyr, industriroboter, trapper, heiser, etc som krever kundespesifikasjoner Standardprodukter som produseres i store serier. Biler, vaskemaskiner, sportsutstyr etc som konkurrerer på produktegenskaper Høyvolum produkter som produseres til lavest mulig kostnad. Pregløse produkter som må være tilgjengelige. Multiple products small series Few products large series Commodity products One-of-a-kind product Volume

30
Dekoblingspunkt

31
Fokusert produksjon og valg av dekoplings punkt
Hver produkt-/komponent gruppe krever egne prosesser og egen styring Kundeordrens dekoplings-punkt er det punktet i produktstrukturen eller materialflyten som skiller produksjon basert på ordre og produksjon basert på prognose Valg av dekoblingspunktet gir prinsippløsning for prosesser og styring Design av styringsområder masseprodusert skrededrsøm verdikjedestyring integrert produktutvikling performance measurement

32
Ex på plassering av kundeordrens dekoblingspunkt i en verdistrøm
Supplier Loop Production Control Customers Supplier Kunde ordrens dekoblingspunkt Loop Loop Pacemaker Loop Flow Flow Flow

33
Produkter og kundeordrens dekoblingspunkt
Produkttyper: Make-to stock produkter Assemble-to-order produkter Make-to-order produkter Engineer-to-order produkter Mulig ordrepunkt Mulig ordrepunkt Engineer-to-order products are designed, produced and delivered to customer specifications in response to customer orders, MTO products are built and delivered in response to the customer. Critical operations issues relate to satisfying the customer (since each customer wants something different) and minimising the time required to complete the order. Make-to-stock products are designed and produced for “standard” customers in anticipation of demand. Customers choose from the range of pre-stocked products that are available for purchase. Critical operations issues are forecasting future demand and maintaining inventory levels that meet customer service goals. Assemble-to-order products are produced in standard modules to which options are added according to customer specifications. Thus, components are made-to-stock, then assembled-to-order after customer order has received. Critical operations issues are the minimising of inventory levels of standard components, as well as the delivery time of the finished product
 and minimising the time required to complete the order. Make-to-stock products are designed and produced for standard customers in anticipation of demand. Customers choose from the range of pre-stocked products that are available for purchase. Critical operations issues are forecasting future demand and maintaining inventory levels that meet customer service goals. Assemble-to-order products are produced in standard modules to which options are added according to customer specifications. Thus, components are made-to-stock, then assembled-to-order after customer order has received. Critical operations issues are the minimising of inventory levels of standard components, as well as the delivery time of the finished product.")
34
Plassering av dekoblingspunkt og tid
Manufacturing planning and control Order Management Procurement Suppliers Production Assembly Customers Raw materials Components Final goods ORDRETID LEVERINGSTID Ledetid er ordretid+leveringstid. Leveringstiden er tiden det tar å produsere og levere et produkt. Denne kan reduseres gjennom flytorientering, reduksjon av lager, hyppige just-in-time leveranser (m/mindre batchstørrelser), cross docking osv. Ordretid er tiden det tar å prosessere en ordre/bestilling. Denne kan reduseres gjennom integrasjon av prosesser og elektronisk informasjonsoverføring via EDI/XML. GJENNOMLØPSTID Når forventet leveringstid er kortere enn gjennomløpstiden må varene leveres fra et lager med standard komponenter/produkter
, cross docking osv. Ordretid er tiden det tar å prosessere en ordre/bestilling. Denne kan reduseres gjennom integrasjon av prosesser og elektronisk informasjonsoverføring via EDI/XML. GJENNOMLØPSTID. Når forventet leveringstid er kortere enn gjennomløpstiden må varene leveres fra et lager med standard komponenter/produkter.")
35
Plassering av dekoblingspunkt og lagerpunkt
Products Components Finished products Semi finished products Raw materials Strategy Make to order Assemble to order Make to stock Engineer to order Suppliers Customers Forecast etc Customer order

36
Plassering av dekoblngspunkt - oppsummering
Strategic variable MTO ATO MTS Markets: Product type Product range Volume Delivery speed Delivery precision Special Standard Wide Predetermined and narrow Low High Difficult Easy Manufacturing: Process choice: Managing volume/mix changes Meeting delivery speed requirements Job/ low volume High volume batch batch/line Through order Through WIP Through FG backlog or FG inventory inventory Through Reduces Eliminates rescheduling process lead process lead time time

37
Flaskehalser

38
Flaskehals En flaskehals defineres som:
“. . . et punkt eller lager i produksjonsprosessen som begrenser mengden av produkter som en fabrikk kan fremstiller. Det er hvor strømmen av materialer under bearbeiding snevres inn til en tynn strøm.” Flaskehals

39
Flaskehals Kapasitet Materialflyt 1 2 3 4 5 Eksempler:
Maskin med begrenset kapasitet 1 operatør med spesielle kvalifikasjoner Verktøy som det finnes lite av Osv. 1 2 3 4 5

40
Plassering av flaskehalser
Flaskehalser begrenser kapasiteten på hele produksjonssystemet, og må styres tett både når det gjelder materialer og kapasitet Plassering av flaskehalser påvirker prinsippløsning for prosesser og styring Nedstrøms aktiviteter er typisk kritiske for å ”time” ordrer Oppstrøms aktiviteter må sørge for at flaskehalsen alltid har material Ut fra det foregående, går det frem at det er flaskehalsene som begrenser kapasiteteten i systemet, og som dermed også avgjør omsetningens størrelse. Flaskehalsene må derfor aktiveres maksimalt. Dette vil bl.a. si at vi bør kjøre så store serier som mulig i flaskehalsene for å få minst mulig omstillingstid. Da varer i arbeid (beholdning) kan regnes proporsjonal med seriestørrelsen, styrer flaskehalsen også denne. Hensynet til maksimal utnyttelse av flaskehalsene bør også være avgjørende for størrelsen av evnetuelle bufferlagre i tilvirkningen.
 kan regnes proporsjonal med seriestørrelsen, styrer flaskehalsen også denne. Hensynet til maksimal utnyttelse av flaskehalsene bør også være avgjørende for størrelsen av evnetuelle bufferlagre i tilvirkningen.")
41
Styringsregel Salgshastighet Flaskehals

42
Produktnettverk Kundeordrer og prognoser Montasje Montasje Delmontasje
Deler og prosessruter Råvarer

43
Kritisk nettverk Tromme, buffer, rep
Ordreutløsende impuls Materialflyt Flaskehals Tromme, buffer, rep Tilnærming for å oppnå OPT’s målsetninger uten bruk av programvarepakken: Tromme, representert av en realistisk hovedproduksjonsplan med detaljerte planer for flaskehalsen. Buffer, tidsbuffere på noen få kritiske punkter for å beskytte mot forstyrrelser. Rep, genererer impulser for å synkronisere produksjonen i ikke-flaskehalser til flaskehalser. Rep brukes ved å fjerne VIA så den eneste ordren som kan bearbeides er den som ankommer akkurat i øyeblikket. Dette fordrer god planlegging av input av materialer inn i systemet. Finnes ingen enkle regler for dette. Ikke kritisk nettverk Kritisk nettverk

44
Case Håg

45
Modularisert produkt Høyvolum produksjon av komponenter En-stykk produksjon av stoler med kundetilpasning av stoff, farge, armlener, etc) Leveringstid dager Masseprodusert skreddersøm

46
Håg: Et eksempel på fokusert produksjon
Kanbanstyrt Ordrestyrt Tapetsering Credo/ H05 Mekanisk Epoxy Konferanse Signet Fordeler med celle organisering: Enkel og klar produktflyt, som gir god visualisering av jobber og enkel styring reduksjon i material håndtering, som kutter tid og kostnader job berikelse og bedre jobb tilfredstillelse eierskap og tverr faglig trening gir kontinuerlig forbedring og reduksjon av sløsing bedre kvalitet og mindre rearbeid desentralisering av detaljert planlegging og styring, som gir enklere sentraliserte systemers som har større sjangse for å lykkes evne til å kjøre mindre batcher, som kombinert med nærhet til operations og små transport bathcer, gir kortere ledetider og mindre varer i arbeid Gir produktivitets utnyttelse og bedre areal utnyttelse Scio For rask respons bør hele verdistrømmen til en produktfamilie organiseres som en celle.Dette er ikke alltid mulig pga. kapasitetsutnyttelse, fleksibilitet, etc

47
HÅG: Prinsipiell løsning
Kundeordre HÅG Flaskehals Protex Hovedpoeng: dekoblingspunktet og flaskehalser gir sterke føringer for struktur og styring Håg Masse produsert skreddersøm av stoler Flytorientering i produksjon og just-in-time leveranser Levering på ordre innen 5 dager i hele Europa

48
HAG FAST Oppstart og kartlegging

49
UTFORDRINGER TIDLIG PÅ 90 TALLET
Produkt Ergometriske kontorstoler i det øvre prissegmentet 70% eksport Økende krav til rask levering og kundetilpasning Leveransekjede Produksjon til ferdigvarelager Produksjon og innkjøp basert på prognoser Lange leveringstider fra leverandører Lang leveringstid (22 dager), dårlig leveringsevne (87%)og store produksjons-/logistikk kostnader
, dårlig leveringsevne (87%)og store produksjons-/logistikk kostnader.")
50
HÅG Fast Hvordan flytte HÅG fra Røros til Europa ? …eller hvordan levere kundespesifikke stoler hurtigere enn noen annen i hele Europa !!!!

51
MÅLSETNINGER MED HÅG FAST
Total omlegging av produksjon og layout til flytorientert produksjon Etablering av nytt distribusjonssystem med tidsgarantert levering over hele Europa, og med just-in-time leveranser fra leverandører

52
ENDRINGER MED HÅG FAST Flytorientert layout
Inndeling i styringsområder Differensiert styring med ordrestyrt montasje Nye prosesser for innkjøp og ordrebehandling Fleksibel arbeidsstokk Nytt MPS system Nytt distribusjonssystem med leveringstids garanti Leverandør utvikling og JIT leveranser Endret konsernstruktur

53
AKTIVITETER I HÅG FAST

54
KARTLEGGING 1991 Mer enn 2 millioner varianter !! Årsvolum
stoler!! Omløpshastighet 6.9 ganger pr år Leveringsservice < = 87 % Gjennomløpstid ca 50 dager Mye overtid og mange hasteordrer

55
KARTLEGGING 1991 Enkelte komponenter brukte i snitt 50 dager gjennom fabrikken. Det var mye mellomlagring FERDIGVARELAGER SLUTTMONTASJE KOMPONENTLAGER TAPETSERING RÅVARELAGER VERKSTED EPOXY MEKANISK SVEIS DELMONTASJE KONTOR LAGER STÅL 1 2 3 4 15 5 6 7 8 9 10 11 12 13 14 Lagringspunkter for komponenten “stolkryss”

56
KARTLEGGING 1991 Ordre-, innkjøp og styringsprosess var svært tidkrevende ..... ... Beregning i MPS-system Planlegger Formann Lister skrives ut Lager Sjekk mot lager Produksjon materiale Første runde var en forespørsel. Først på andre runde ble det en kundeordre og produksjon Fra 2 til 8 dager før ordren kom i Kundeordre Produksjons- ordre Forespørsel sendes Innkjøps ordre

57
KARTLEGGING 1991 Produksjon til ferdigvarelager basert på MRP og prognoser. Produktene ble trykt gjennom leveringskjeden. Credo Stol Ferdig stol Uke 3 Sitte anretning Beslag Fot Uke 2 Rygg Sete Rør Arm len Meka nisme Lift Fot kryss Uke 1 5 Arm Trin ser Uke 0 Feil type stol på lager, hasteordrer, manglende råvarer, forsinkelser, merarbeid Lange estimerte ledetider, manglende detaljstyring og mye VIA P-03

58
HÅGs verdikjede 1991 Leverandører HÅG produksjon Distribusjon direkte
HÅG salgsselskap Forhandlere Fysisk varestrøm Informasjonsstrøm Sluttkunder

59
HAG FAST - Nye løsninger

60
Differensiert styring og bruk av IT
Kanban produksjon Ordre produksjon 200 400 600 800 Signét Konferanse Mekanisk Epoxy Credo / H05 Scio Ordre reg. Tilskjær + Søm dag 0 til dag 2 dag 3 dag 4

61
Innkjøp og vareservice
INNDELING I STYRINGSOMRÅDER Kundeordre Materialflyt Informasjonsflyt Kundeservice SUG Protex Sying av trekk T R Y K K Innkjøp og vareservice Lager Tapet sering Mekanisk Lager Lager Lakk Lager Del montasje Lager Slutt montasje Pakking Distribusjon Kunde P-03

62
NY LAYOUT B U F F E R Ferdige stoler Stål
Destinasjonsorientert Ferdigvarelager B U F F E R Mekanisk Delmontasje Lav volum Stoltypeorientert Ferdigmontering Pakking Mekanisk Sveis Delmontasje Høy volum Lim/Tapetsering Lakk/epoxy Tre, skumgummi, stoltrekk

63
Styringsmodellen HÅG

64
KANBAN SYSTEMET SLUTTMONTASJE/ PAKKING DELMONTASJE K1 K2 K3
Prioriterer komponenter og produserer Kanban-tavle K1 K2 K3

65
Kanban-systemet Innkjøp
Produksjon Distribusjon Ventearkiv Registrere mottak Innkjøp Fax P-05 Innkjøps ordre Leverandør

66
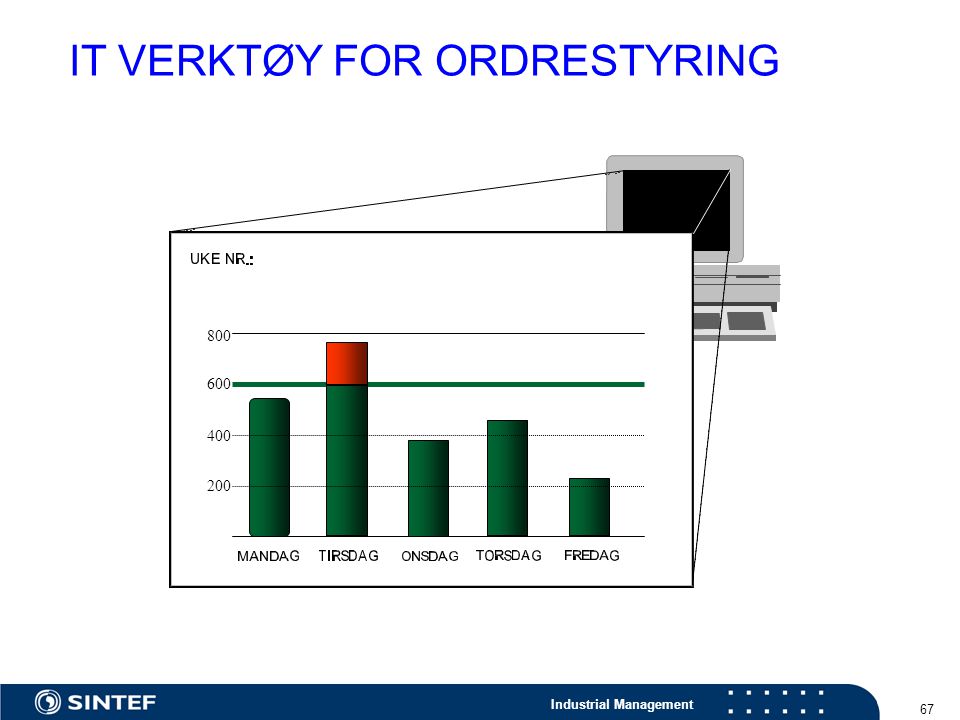
NY ORDRESTYRING Tre ordre-mottakere Ordremottaker legger
på ordrekontor Ordremottaker legger ordren direkte inn i system for kapasitetsberegning Systemet oppdateres hvert 5. sekund Ny ordre legges inn der det er kapasitet Ukedager Ordre Etter dager er produktet ferdig Ferdigmelding Kanban-styrt komponentfabrikk Prognosestyrt råvarelager Ordren skrives ut på montasjeavdelingen

67
IT VERKTØY FOR ORDRESTYRING
200 400 600 800
68
Ordrestyrt produksjon
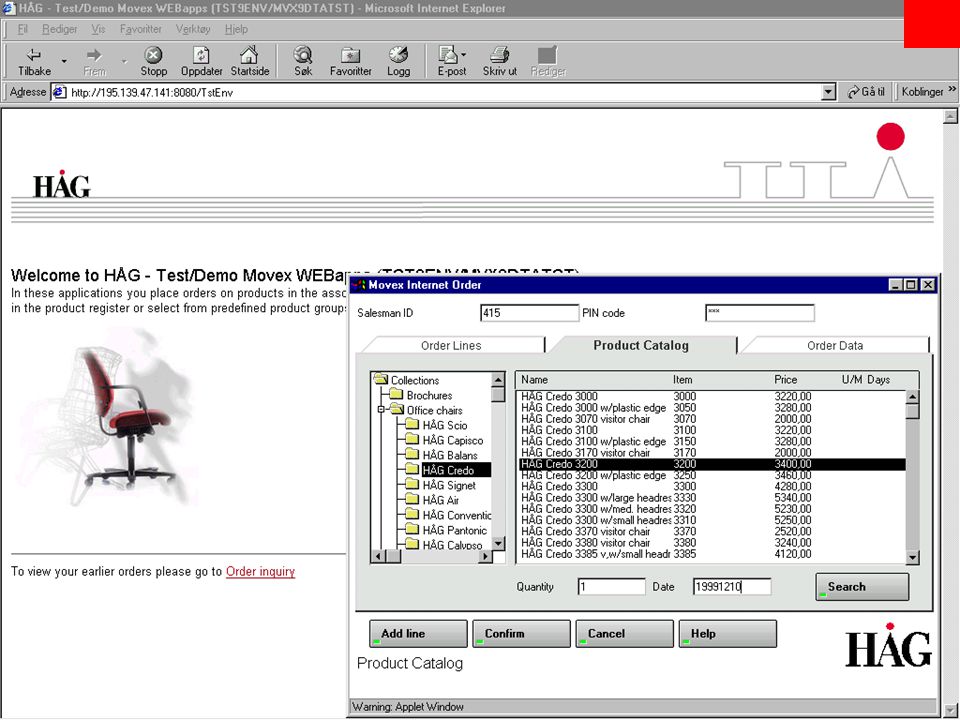
Innlegging ordre Røros Stockholm København Düsseldorf Online Datamaskin Røros skaper arb.ordre Datamaskin Røros skaper innkjøpsordre Printing arb. ordre Protex Printing arb.ordre HÅG Røros Kunde Leverandør Sydde trekk Protex - Røros Trekking, ferdig- mont. og pakking Klargjøring og levering Transport

69
INNFØRING AV MOVEX Integrerer HÅG-Røros med Protex i felles ordrestyring Integrerer alle selskaper i HÅG med felles rapportering og økonomistyring Benyttes til registrering og prosessering av kundeordre, arbeidsordre, distribusjonsordre, innkjøpsordre, samt til faktura og kontroll Produksjonen styres manuelt og beholdninger oppdateres bare ved innkjøp og forsendelse

70
Movex prosessflyt HÅG Customer order Entry Work Order, Material and
Purchase Production Distribution Purchase Invoicing

72
The value chain at Håg ASA
Year plan SCM Delivery Plan Customer Orders Call-offs Kanban Suppliers Production Assembly Dealers Direct transport

73
Utgående Transporttider
Dag 2-3 Utgående Transporttider HÅG Røros dag 0 Dag 1-3 Dag 2-3 Dag 2-3 Dag 5 Dag 4-5 Dag 5 Dag 7 Dag 7

74
HÅG NEXT Ny stol og ny en-stykks produksjonslinje

75
VEIEN VIDERE - HÅG NEXT Ny stol H05 med 40% færre deler enn sine forgjengere til tross for høyere funksjonsinnhold Stolen er tilrettelagt for automatisert produksjon og har lavere kostpris enn sine forgjengere Det er innført automatiserte prosesser i produksjonen (sliping av lakk, setetapetsering, setebeslagsmontasje) Det er bygd opp en ny linje for ekte enstykks produksjon av Credo og H05 Det er bare delmontasje av lift som foregår utenfor linja, all annen montasje/ beslagene monteres på linja dels ordrestyrt dels visuell buffer. Delmontasje lift er plassert riktig, men hovedflyten går direkte fra lakk til buffer pr. linje. Allerede i HÅG fast aviklet vi ferdiglager.
 Det er bygd opp en ny linje for ekte enstykks produksjon av Credo og H05. Det er bare delmontasje av lift som foregår utenfor linja, all annen montasje/ beslagene monteres på linja dels ordrestyrt dels visuell buffer. Delmontasje. lift er plassert riktig, men hovedflyten går direkte fra lakk til buffer pr. linje. Allerede i HÅG fast aviklet vi ferdiglager.")
76
LAYOUT OG MATERIALFLYT I DAG
Tre, skumgummi, stoltrekk Lim Lakk/epoxy Signet Mekanisk Sveis Konferanse B U F F E R Utlevering Del montasje lift Credo/H05 Mekanisk Det er bare delmontasje av lift som foregår utenfor linja, all annen montasje/ beslagene monteres på linja dels ordrestyrt dels visuell buffer. Delmontasje lift er plassert riktig, men hovedflyten går direkte fra lakk til buffer pr. linje. Allerede i HÅG fast aviklet vi ferdiglager. Scio Stål

78
RESULTATER AV HÅG FAST Innføringen av flytorientert produksjon for et par år siden, har vist seg å bli vellykket for HÅG a.s. Vi er blitt mer konkurransedyktig, både med hensyn til produktkvalitet, fremføringstid og pris. (Ole A. Holden, Røros ) LEVERINGSTID 20 DAGER 5 DAGER ØKONOMISK RESULTAT 3 MILL 32 MILL PÅLITELIGHET 87 % 98 %
 LEVERINGSTID. 20 DAGER 5 DAGER. ØKONOMISK RESULTAT. 3 MILL 32 MILL. PÅLITELIGHET. 87 % 98 %")
79
Konklusjoner

80
Konklusjoner Produksjonssystemet bør fokuseres på produktgrupper. Dette gir konkuransefordeler Ulike behov krever ulike løsninger! Fokusert produksjon krever helhetlige løsninger som er skreddersydd til de ulike behov Skreddersydd Løsning MRP Nivåstyring Kanban OPT Kapasitetsbehovs styring Job-shop Batch produksjon Linje Prosess anlegg

Liknende presentasjoner


 er et program hvor en distributør eller kunde kan.>")





 Brukervennlig digitalisering av offentlig sektor.>")




>")





